Test & Inspection
How AI and Machine Vision Intersect
No matter how you slice it, machine vision has become more capable.

Source: Inspekto
Autonomous machine vision inspection provides quick, automated defect recognition and can implement the knowledge it gains, thereby decreasing false alarms and erroneous scrap. In this way, it contributes to quality improvements and operational efficiency.
End-to-end automation is the vision of many plant managers, says Ofer Nir, vice president of products and marketing at Inspekto.
“This is when every process on the production line is automated and fully controlled using robotic process automation, preferably with smart capabilities delivered by artificial intelligence,” Nir says. “These assets create a more agile, streamlined, efficient production, impacting costs – increasing yield and decreasing waste.”
Artificial intelligence (AI) is much more tolerant to variations in object shape and texture as well as context conditions — such as lighting and contrast —than other methods, says Bruno Menard, software director, Teledyne DALSA. As a result, AI helps manufacturers achieve high accuracy in varying environments.
“For example, detecting defects of different shapes on a highly textured background is more achievable with AI than with traditional algorithms,” Menard says.
Because AI addresses imaging challenges that are not possible with traditional rule-based image processing, such as finding patterns that the human eye can’t detect, AI achieves results close to human quality inspection.
“It can then save labor cost while assigning current personnel to other higher-value tasks,” Menard explains.
Components are getting smaller and quality standards stricter, while production environments are more fluid, and consumers’ demands change. This has led many manufacturers to seek machine vision solutions to conduct visual inspection tasks, Nir says.
“To ensure quality and safety of components in various industries, minimizing the risk of recalls and increasing customer loyalty while maintaining the production flow, automated visual inspection has been the missing link for full automation,” he explains. “The conventional solutions integrate software and hardware modules, but often make for a bundle of various parts which require machine vision experts to define, procure, connect and configure at the customer site.”
Menard agrees. Introducing AI in machine vision systems allows integrators to remain competitive in the market, and adoption is spreading, he says.
AI is easier to set up and tweak than traditional rule-based algorithms, too. Organizations need only to provide data samples and obtain models — there is no need to adjust a series of numerical parameters.
“AI-based systems are often easier to update for new cases than those based on classical image processing,” Menard says. “For example, inspecting a new variant of PCB with new components can be easily re-trained with a series of new samples without having to require engineering time.”
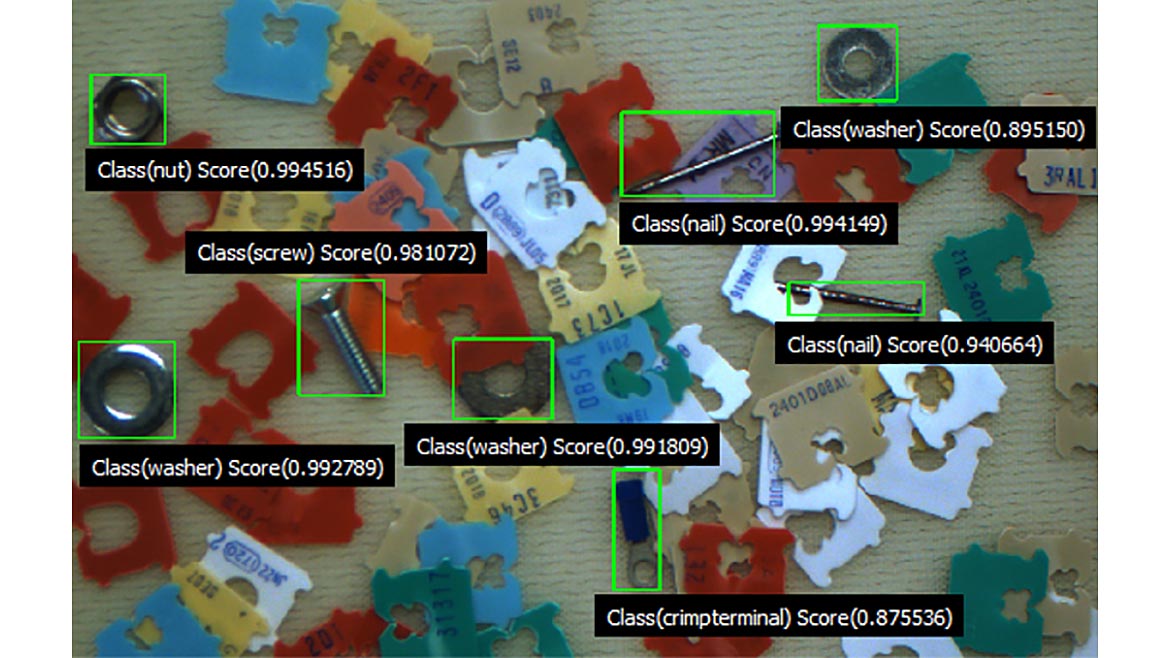
An AI tool can provide an object-detection algorithm that’s easily trainable using just a few tens of samples. Source: Teledyne DALSA
AI saves engineering time, as non-engineers can train neural networks using GUI tools and a collection of image samples. Re-training at runtime, or continual learning, can also be performed by operators on a deployed system.
While smart manufacturing and AI has plenty of potential, it’s not yet a perfect solution. Due to inherent technology constraints, the domain of visual quality inspection didn’t evolve accordingly, Nir says.
“As of today, collecting enough ‘good’ data to obtain acceptable accuracy from AI is still likely the biggest challenge,” Menard says. “Recent algorithms can train with less data but still need a minimum of reliable data to be usable in practice.”
Building proper and sufficient annotated data is also not always possible, Menard says. Today, unsupervised learning algorithms help reduce the amount of annotated data required for training a system.
“Neural networks are inherently made for processing small resolution images,” he adds. “Locating small details, or defects, in high-resolution images is a challenge. Some algorithms are tailored for that problem by preprocessing the data in such a way to avoid losing original resolution.”

Components are getting smaller and quality standards stricter, while production environments are more fluid, and consumers’ demands change. This has led many manufacturers to seek machine vision solutions to conduct visual inspection tasks. Source: Inspekto
Obtaining good accuracy and speed on edge devices is still difficult, he says. Many networks are still complex and heavy. For example, segmentation and image-to-image make them difficult to run on low-power devices.
As market demand for shorter lots, quick changes and shorter NPI processes increases, recruiting a skilled production workforce is becoming more difficult, Nir says.
“This dynamic eco-system and continuous evolution in manufacturing needs creates the demand for a quality inspection solution that will deliver the agility of humans with the accuracy and repeatability of a machine,” he says. This is where dynamic machine vision capabilities, specifically with autonomous performance, compensate for the lack of skilled human-based inspection.
“Our vision is to simplify visual quality assurance, ensuring operational efficiency, creating better quality and less waste – impacting the profitability and competitiveness of our customers in various industries,” Nir says.
Menard says the field is moving from traditional, PC-based machine vision to edge processing and AI. The goal is to bring lower cost, lower latency, bandwidth reduction, and autonomy to small, intelligent devices. Menard also pinpoints the following developments in this space:
Linux OS adoption for cost reduction and performance improvement on embedded platforms.
Python language migration for simplicity of prototyping, evaluation, and display. Now a broader range of developers, including scientists, can use programming.
Sensors are bigger — several tens of mega pixels are not rare — which requires more processing power and date reduction techniques.
Sensing devices are becoming more varied, including devices SWIR, LWIR, X-ray, and polarized options.
3D machine vision is gaining tracking in various markets. This requires precise and fast measurements and is sometimes combined with classical color and 2D measurements.

Intelligent transportation systems (ITS) are well-matched to AI image processing systems. Source: Teledyne DALSA
Specialized processors for AI and parallel processing are growing rapidly. This includes neuromorphic sensors and spike neural networks to imitate brain and save power.
No matter how you slice it, machine vision has become more capable. Smaller form factors for hardware are available, without sacrificing functionality.
“Software solutions are offering deep learning and machine learning functionality as well,” says Alex Shikany, vice president of membership and business intelligence, A3. “Vision technology is converging with other automation technologies like robotics, motion control and artificial intelligence.”
Rich Dickerson, marketing manager at JAI, agrees.
“There is no question that machine vision solutions have become more accepted and highly valued for their ability to improve quality across a wide range of industries,” he says. “They are also seen as less of a threat to jobs and more of a change agent that shifts the emphasis from boring, repetitive manual inspection tasks to higher-value analytical and process improvement functions.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








