Quality Innovation
Renishaw Central

Like a mad scientist turning the experiment on themselves, Renishaw used its own manufacturing operations as the proving ground for its new process control platform, Renishaw Central.
“The Renishaw Central concept was born out of our own need to digitalize, visualize, and control the manufacturing and measurement processes within our own production facilities. We wanted to reduce assumptions when problem solving, and facilitate the adoption of automated process control,” said Guy Brown, Renishaw Central development manager. “Because we live and breathe many of the same challenges faced by our customers, we’re confident that we’ve created a digital solution capable of driving actionable data across machining shop floors everywhere.”
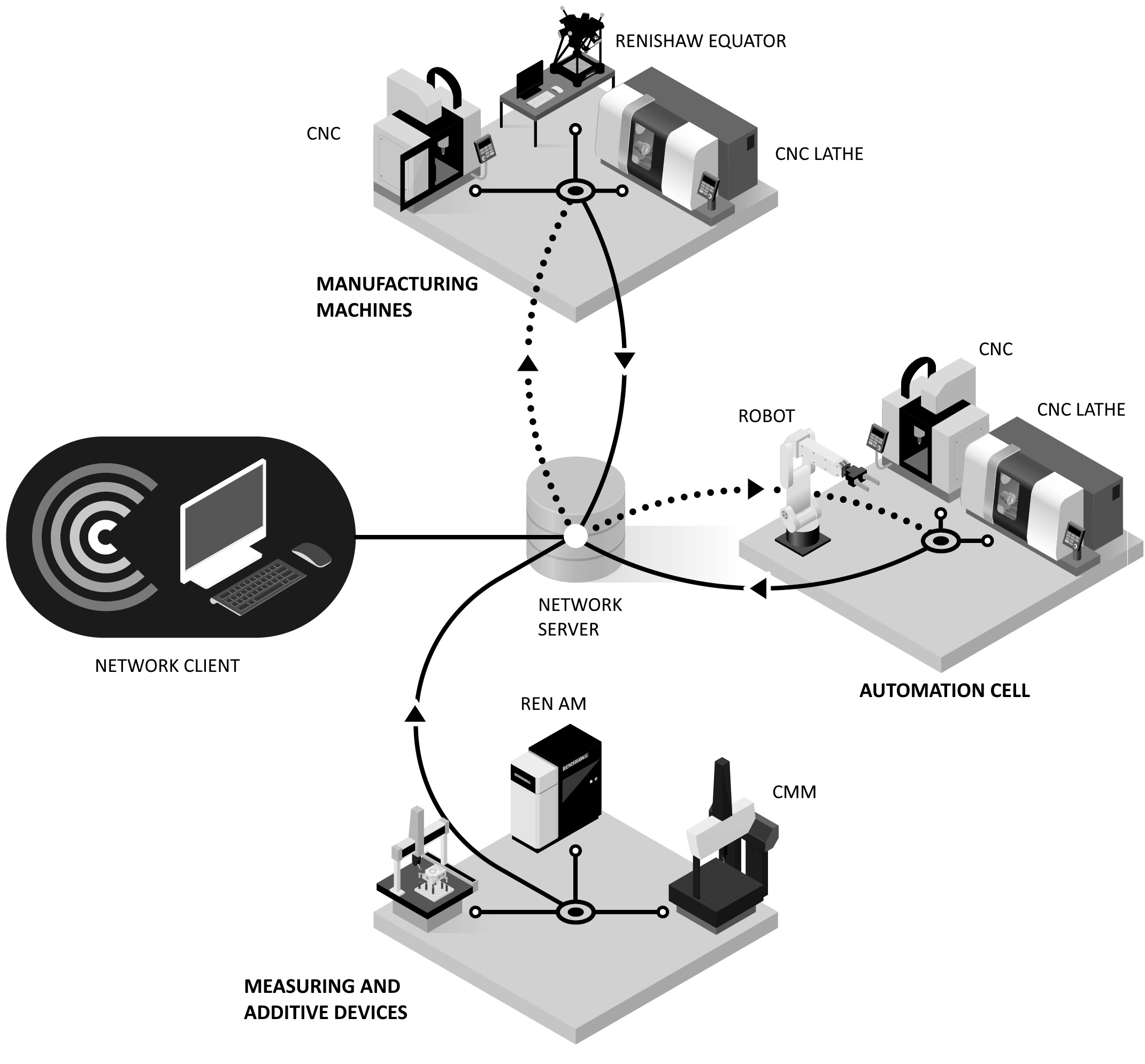
During the design and development of Renishaw Central, the platform was connected to 69 machines at the company’s low-volume, high variety UK manufacturing facilities in Miskin and Stonehouse. Both sites subsequently reported a reduction in unplanned machine downtime caused by automation system stoppages, as well as invaluable information provided by not only the 69 machines connected to the platform but also those working directly with the platform on the shop floor, such as production engineers and maintenance and operations staff, allowing Renishaw to “engineer a product that solves real world problems.”
The operations at these Renishaw facilities are highly vertically integrated. The company describes advantages such as skill and intellectual property retention as well as resiliency during supply chain disruptions. They measures machine performance in terms of the time available for machines to make good parts. Automation cells connected to Renishaw Central have a scrap rate of 0.22% and a reliable overall equipment effectiveness (OEE) of 79-89%. (According to the company, it is important to remember that most organizations quoting OEE figures use arbitrary or historic quality figures [often incorrectly assumed to be 100%]).
The 69 machines at Miskin and Stonehouse range in age from the early 1990s to the present. These operations machine 1.2 million parts monthly, involving around 4,000 individual work orders or batches and 2,800 machining operations with automated set up and zero manual input, allowing for smaller batch quantities to meet product assembly consumption rates. The Miskin site hosts 43 automation machining systems typically supported by four people per shift.
“Our original aim for Renishaw Central was to introduce further automation for lathes using our IPC [Intelligent Process Control] technology, and this is progressing well. But an unexpected and positive outcome has been Renishaw Central’s ability to highlight and rank unplanned stoppages of our automation systems,” said Brown. “Analysis of this information has guided remedial actions, leading to a 69% reduction in automation stoppages and significant improvement in utilization.”
Deploying Renishaw Central in its own manufacturing operations was not a decision of convenience or insanity, as suggested at the opening of this article. The company wanted to demonstrate not only the factory of the future but also Renishaw Central’s potential place in it. Utilizing the platform in its own operations would be a stress test for the platform, and one using valuable, real-world experience, storing metrology, quality and utilization data centrally for data analysis and provide traceability of:
• Machine-to-machine, process-to-process, and job-to-job process consistency
• Tool setting and in-cycle measurement and offset adjustments
• Machine health metrics and data collection for retrospective failure investigation, (although importing live data into Central allowed for making proactive decisions)
• Process control updates on lathes from IPC software
From its “experiment” using Central in its own machine shops, Renishaw learned the following:
• Compatibility with third-party inputs is important as no single supplier “owns the shop floor”
• The product should support analysis tools, such as Microsoft® Power BI
• The shop-floor users tasked with implementing fully closed-loop process control benefit from initially using the manual mode to build their confidence and trust the IPC system
• In-house custom macro process control on conventional lathes adopted in Central IPC significantly cut set-up times
• Engagement with IT departments early in the process is critical and appropriate documentation must be provided
According to the company, the next phase for Renishaw Central at its own facilities includes the roll out of lathe setup and process control applications across all of its sites. Uniquely, this will provide the flexibility of measuring workpeices on any in-line gage with process control feedback sent to the appropriate CNC controller in the form of a tool offset update.
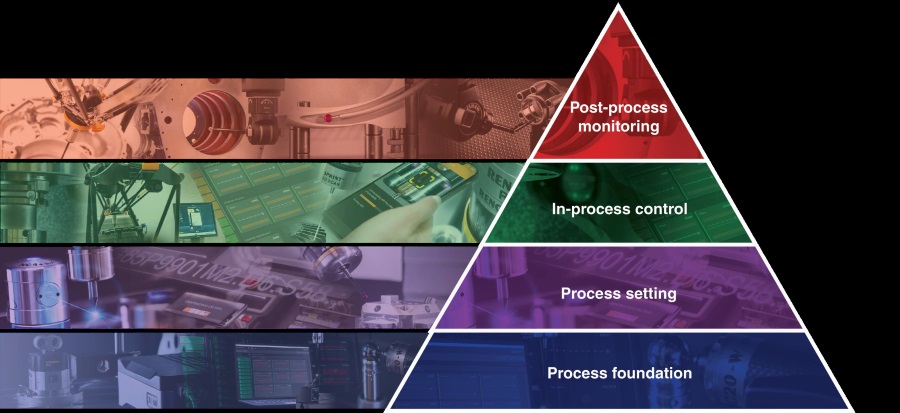
The imminent release of Renishaw Central will happen just a short time after the company celebrated its 50th anniversary and mark more than 30 years that the company has been devoted to improving process control. Central is in many ways is the latest extension of that experience, which includes championing the Productive Process PyramidTM and RAMTIC, the Renishaw Automated Milling, Turning and Inspection Center.
Renishaw is also looking forward with its manufacturing facilities themselves.
In 2022 Renishaw announced that in addition to its commitment to achieve a science-based Net Zero GHG emissions target for all its business operations by 2050, that it would also achieve Net Zero for Scopes 1 and 2 emissions by 2028. Both these targets will be validated and monitored by the globally respected body, the Science Based Targets initiative (SBTi).
A vital consideration for the new construction program at the Miskin site, is to ensure that this new target can be achieved. Therefore, the new facilities will be built with the latest technologies and materials to ensure that they will be Net Zero in operation, and the build also aims to minimize the amount of embodied carbon within the building materials used in construction.

By the end of 2024, Renishaw also aims to have refurbished the two existing production halls at Miskin to reduce their carbon emissions, including new energy-efficient cladding and the replacement of existing heating systems.
These sustainability investments complement initiatives at Renishaw’s other global sites, including large investments in roof-mounted solar panels, new car port solar panels, EV charging points to support the Company’s move to ultra-low emission (ULEV) fleet vehicles and a new ULEV salary sacrifice scheme, initially for its UK employees, and feasibility studies to assess the viability of wind power.
For more information on Renishaw Central, including spec sheets and other technical information, visit www.renishaw.com/central.
Renishaw, Inc.
1001 Wesemann DriveWest Dundee IL 60118USA
[email protected]
www.renishaw.com
(847) 286-9953
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




