Test & Inspection
Phased array ultrasonic testing (PAUT)
Phased array ultrasonic inspection has become an indispensable tool in the aerospace industry, contributing to the safety and reliability of aircraft components.
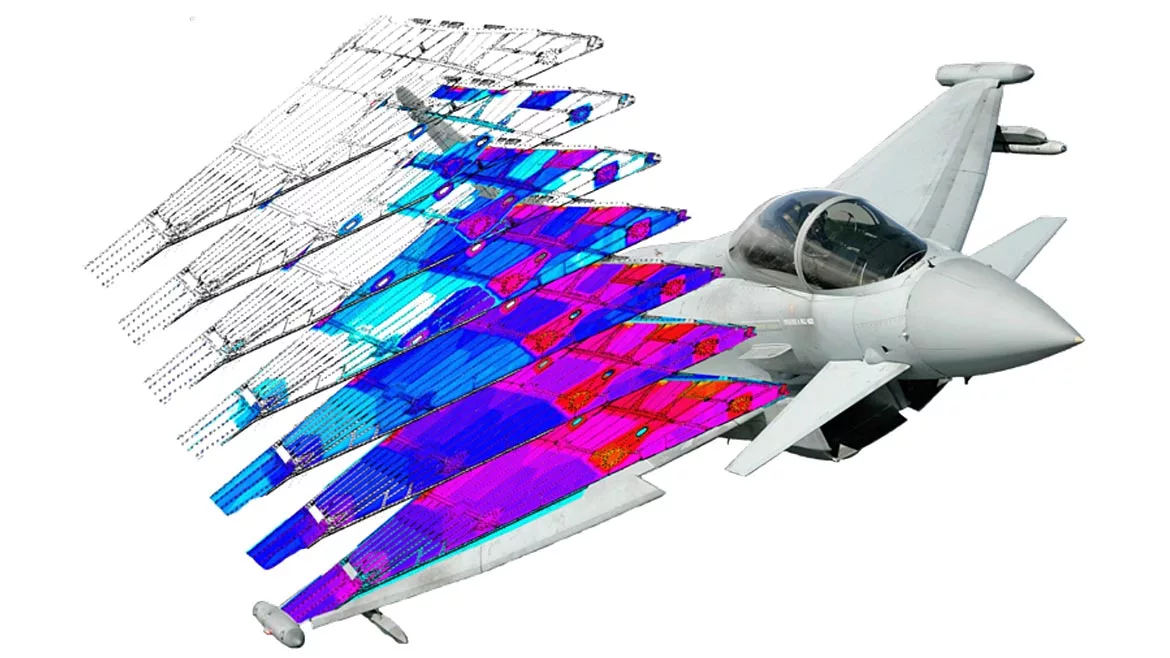
Image courtesy of Testia UK Ltd
“Phased array (PA) is like an ultrasonic paintbrush.” I remember those words vividly, leaving my lips as an instructor at the military Tri-Service Non-Destructive Testing School. Little did I know as I was drawn into the world of PA research some twenty years ago, that I was a very small part of cutting-edge development work that led to capabilities that we take for granted today across the industry.
I was privy to working with some outstanding minds in the field, including Dr. Robert Smith, QinetiQ, Nancy Wood, Boeing, and David Lines, Diagnostic Sonar, and look back at their collaborations with a degree of silent awe (companies stated were those at the time).
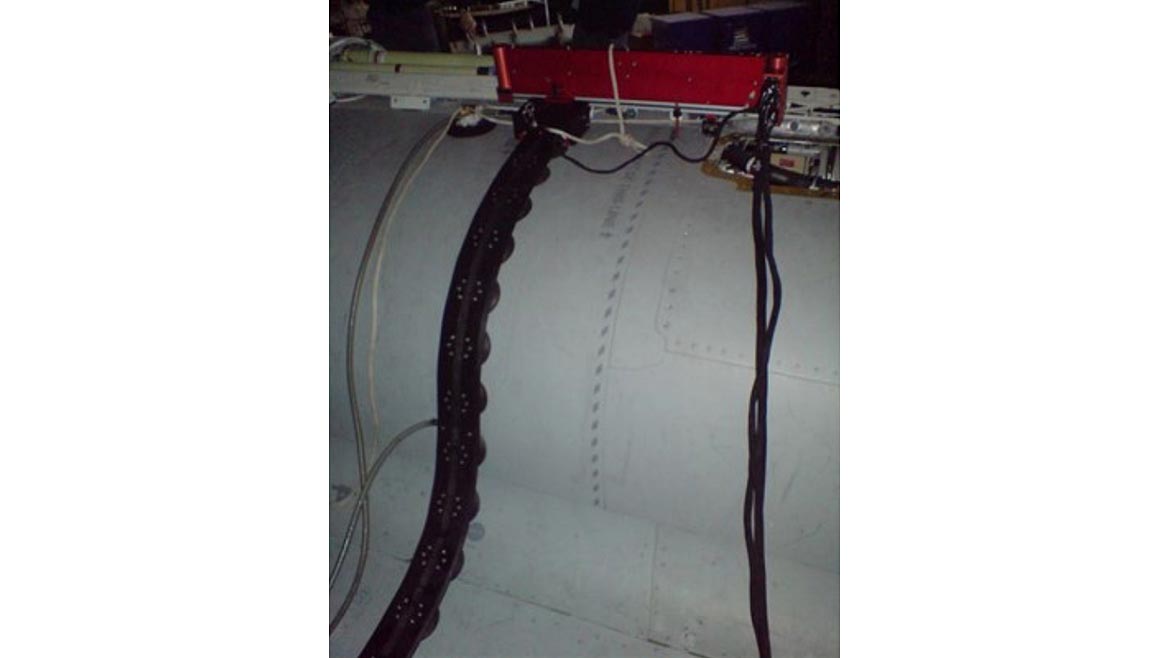
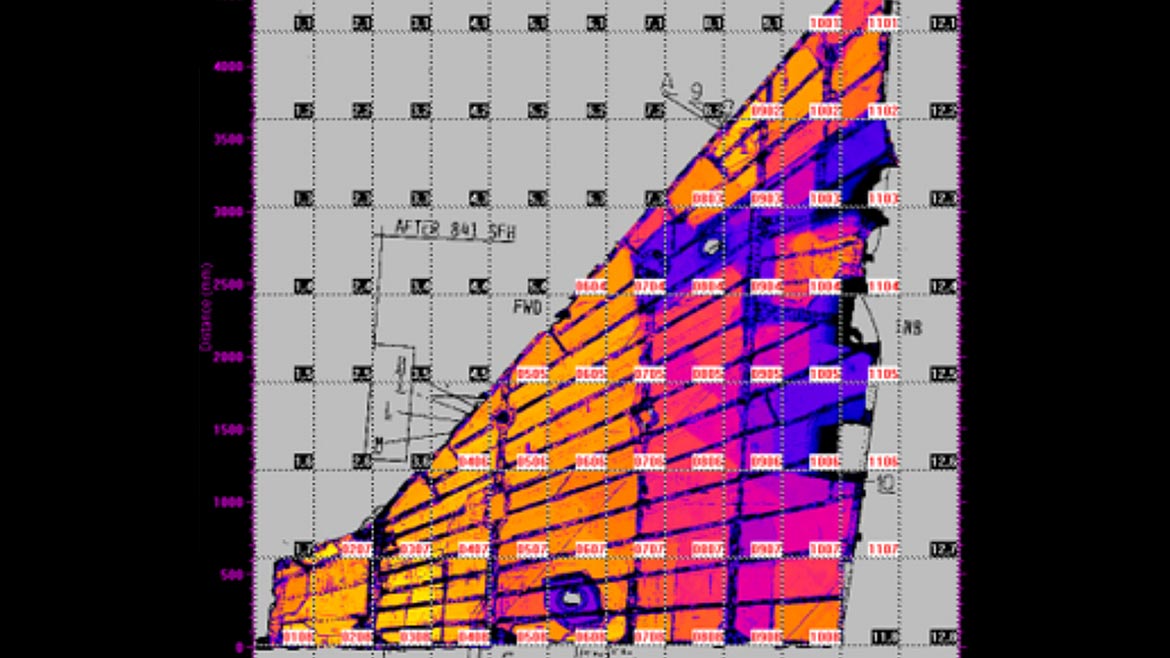
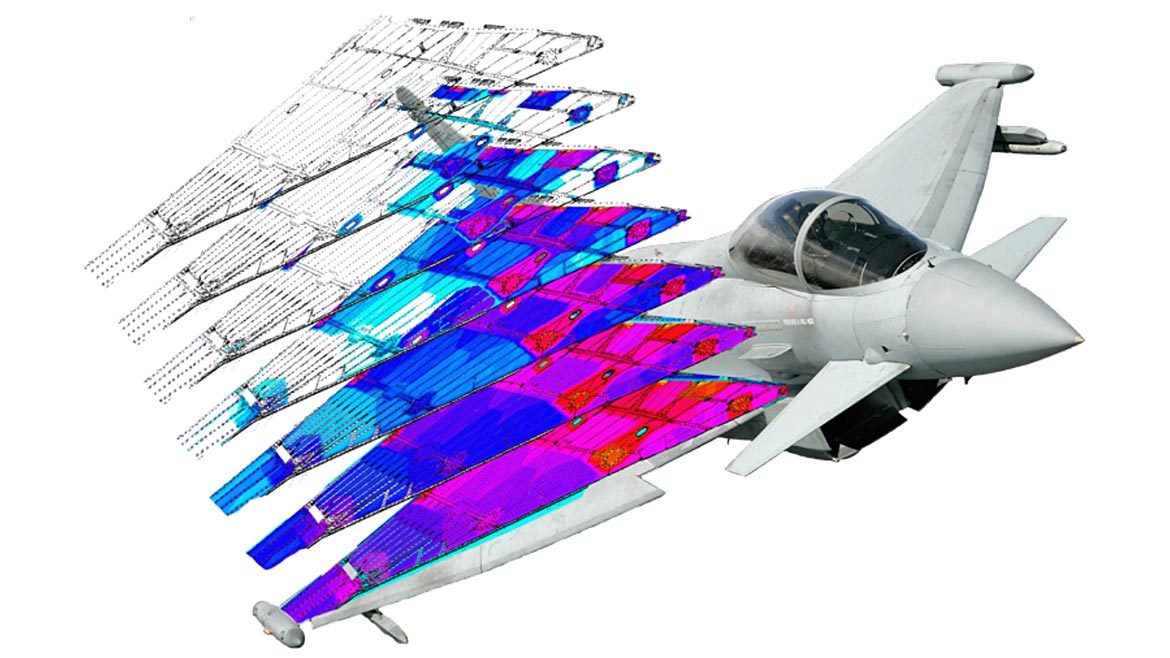
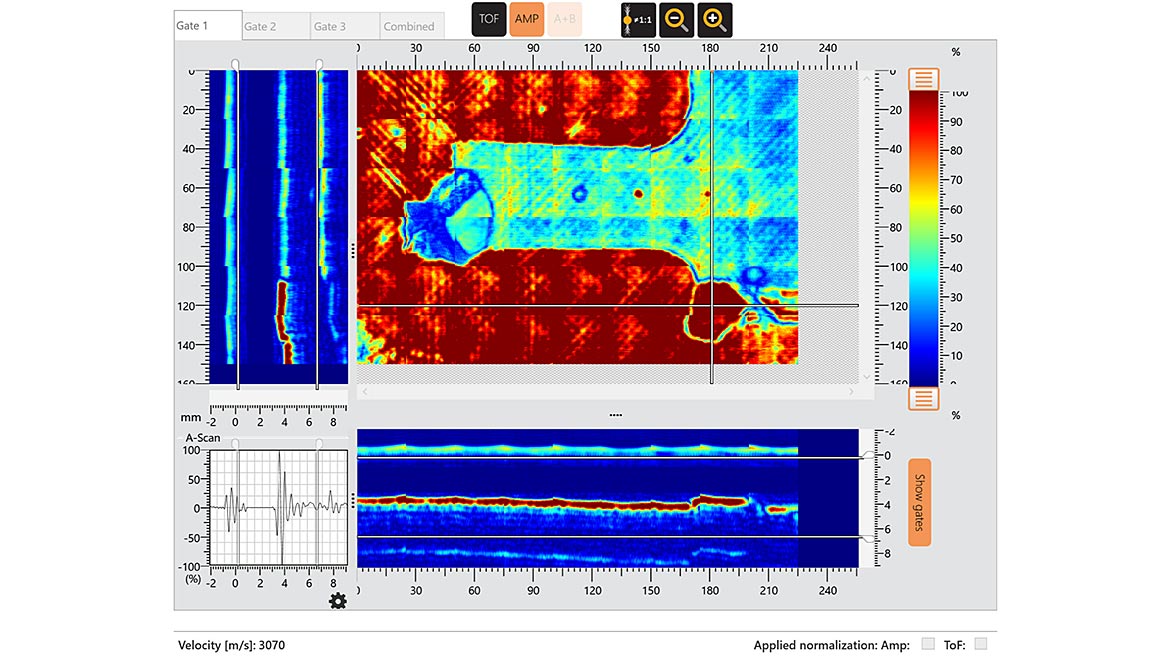
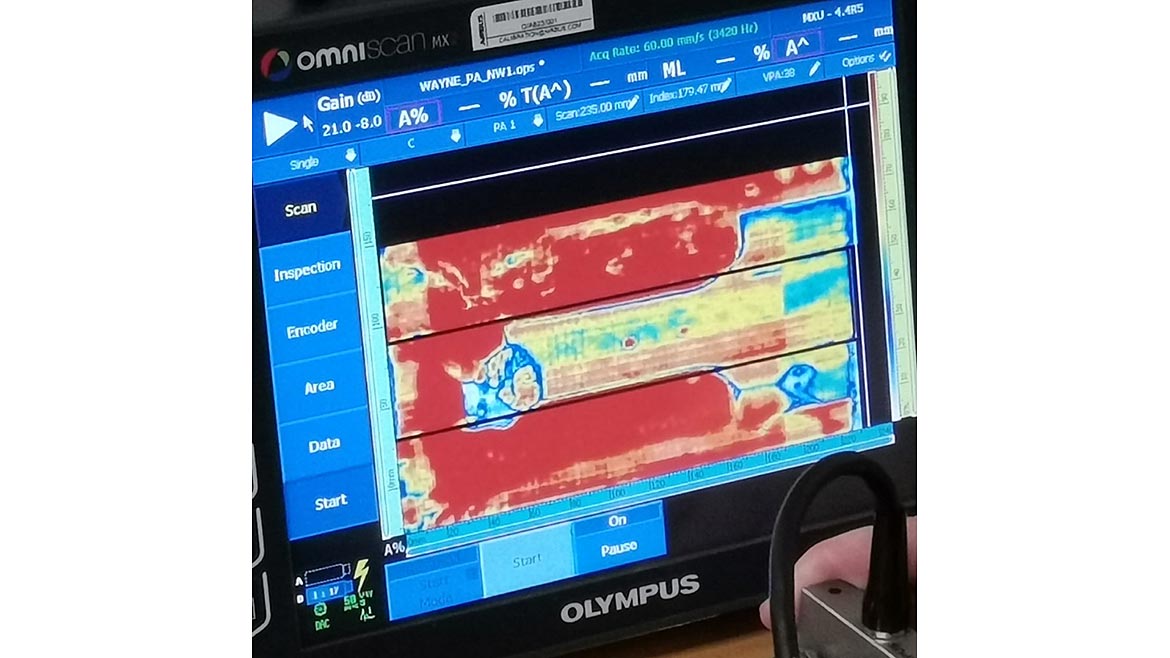
Our project was to realize a large-area scanning system to baseline and monitor the ground-breaking use of monolithic carbon fiber composite in the Royal Air Force’s Typhoon fighter, and PA gave us the solution (see Figures 1-4).

Now, whilst I feel it’s still the tip of the iceberg, my understanding and application of phased array ultrasonic testing (PAUT) has grown over time, displacing myths I was taught in my own training, such as “ultrasonics is a single-layer method,” and how the “UT paintbrush” was a naive understatement of its capabilities.
In this article, I will explore the basic principles of phased array ultrasonic inspection and predominantly its applications within the aerospace sector, although it should be clarified that PAUT can equally be utilized across other industrial sectors to ensure the integrity of other suitable materials, components and structures.
Phased array ultrasonic inspection: fundamentals
Phased array ultrasonic inspection is an NDT technique that utilizes ultrasonic waves to detect and characterize internal defects within materials. It relies on the principles of wave interference to create a directed, and/or focused, controlled ultrasonic field. Unlike conventional single-element ultrasonic testing, which uses a fixed transducer crystal to send and receive ultrasonic waves, PAUT employs an array of small ultrasonic elements that can be electronically controlled via timing and sequencing to produce a wide range of beam angles and focal points.
The key components of a phased array system include:
-
Ultrasonic transducer array
This is a collection of individual ultrasonic elements, typically piezoelectric crystals, arranged in a specific pattern. Each element can be independently excited to generate ultrasonic waves and groups of elements can be operated together. -
Phased array controller
This electronic device controls the timing and amplitude of the voltage sent to each element in the transducer array. It allows for precise control of the ultrasonic beam. -
Software:
Specialized software is used to design inspection plans, control the phased array system and analyze the collected data. Whole raw data can be captured so that results can be further fine-tuned and analyzed later. -
Encoders:
A means of linking positional information with UT data to produce readily interpretable images.
How PAUT works
-
Wavefront control:
By adjusting the timing and amplitude of the voltage pulses sent to each element in the transducer array, PAUT can create a customized wavefront. This allows for precise control of the ultrasonic beam’s angle and focus. -
Beam steering:
PAUT can electronically sweep the ultrasonic beam without moving the transducer physically. This is achieved by adjusting the time delay between elements, enabling the inspection of complex geometries and areas that are difficult to access. -
Multi-angle inspection:
PAUT can perform inspections at multiple angles simultaneously, which is particularly advantageous for detecting defects that may be oriented in various directions within the material. -
Data acquisition and analysis:
The reflected ultrasonic waves are recorded and analyzed in real-time or saved as a full waveform, which permits retrospective analysis with access to the original A-scan signal (raw data) with the ability to move and change gates and hence the way the data is displayed. Any anomalies or defects in the material can be detected by analyzing changes in the signal.
Applications in aerospace
Phased array ultrasonic inspection has found extensive applications in the aerospace industry due to its ability to provide high-resolution user-friendly imaging with accurate defect characterization. Some of its primary applications include:
-
Composite material inspection:
Aerospace components increasingly use composite materials due to their lightweight and high-strength properties. PAUT is invaluable in detecting defects such as barely visible impact damage (BVID), delaminations, voids and disbonds in layered composite structures, permitting visually appealing mapping of large complex areas. Pseudo-3D modelling is possible using a combination of depth/amplitude data with positional encoding. -
Weld inspection:
Welded joints are often critical points for inspection. PAUT can identify defects such as cracks, porosity and lack of fusion in welds covering the toe, root and fusion zones using different beam angles in each of two single-sided scans. This can avoid the use of three different angled, single-element transducers to cover the angular range of the different weld areas. -
Bolt hole inspection:
Fastener holes in aerospace components require meticulous inspection. PAUT can detect issues such as fatigue and stress corrosion cracking, fretting and corrosion in and around bolt holes. I recall inspections on the C130 wing joint, where multiple single-element probe angles and scans were used to inspect these key fastener areas, where a PAUT probe could achieve the same coverage in a single scan. -
Turbine blade inspection:
The integrity of gas turbine compressors and turbine blades is paramount. PAUT can accurately assess the condition of turbine blades, including detecting fatigue cracks and erosion. PAUT systems may be operated remotely where access is restricted or test conditions are uncomfortable or unsafe. -
Aircraft skin inspection:
The skin of an aircraft is subjected to various stresses during flight. PAUT can identify fatigue cracking, corrosion and hidden defects in the aircraft skin, ensuring its structural integrity including, where sealant/interfaces allow, second layers.
Advancements in PAUT for aerospace
Over the years, advancements in phased array ultrasonic inspection technology have made it even more indispensable for aerospace applications. Some notable advancements include:
-
High-frequency probes:
Miniaturized high-frequency probes have been developed, allowing for enhanced resolution in inspecting thin materials and small components. -
Advanced data processing algorithms:
Machine learning and artificial intelligence algorithms have been integrated into PAUT systems, improving defect recognition and reducing false positives. Results can often be automatically ‘stitched’ together to create large area scan images. -
3D scanning:
PAUT systems can now perform 3D scanning of complex components, providing a complete volumetric inspection and allowing for precise defect sizing and location. -
Portable systems:
Compact and portable PAUT systems have been developed, making it easier to perform inspections in the field, at remote sites or on aircraft during maintenance operations. -
Improved user interfaces:
User-friendly software interfaces have been developed, simplifying the set-up, inspection and data analysis processes. Software wizards are often used to set complex parameters and focal laws for the respective probes and their attachments. Probes can be auto recognized to reduce the need for inputting their parameters manually. -
Multi-modal inspection:
Some PAUT systems offer the capability to switch between different inspection modes, such as shear wave and longitudinal wave, in a single scan. This versatility enhances defect detection capabilities.
Challenges and future directions
While phased array ultrasonic inspection has made significant strides in the aerospace industry, there are still challenges and opportunities for improvement:
-
Standardization:
Developing standardized inspection procedures and acceptance criteria for PAUT in aerospace is an ongoing effort to ensure consistency and reliability. -
Data management:
As PAUT generates large amounts of data, efficient data management and analysis tools are needed to extract and evaluate meaningful information quickly. -
Integration with manufacturing:
Integrating PAUT into the manufacturing process itself, rather than relying solely on post-production inspections, can lead to more efficient defect prevention. -
Cost-effectiveness:
Despite its advantages, PAUT equipment set-up costs can be high and when coupled with the advanced ultrasonic knowledge and practical industrial experience required to deploy such advanced inspection methods, this should be considered when looking to implement such technologies within an organization. However, continued efforts to reduce costs and increase accessibility are huge industry drivers. Non-phased ultrasonic arrays are available that can reduce complexity and increase image resolution. -
Advanced materials:
As aerospace materials continue to evolve, PAUT techniques must adapt to effectively inspect new materials and composites, especially where the material itself is designed to avoid detection.
Conclusion
Phased array ultrasonic inspection, once the realm of the medical world, has become an indispensable tool in the aerospace industry, contributing to the safety and reliability of aircraft components.
However, it should be stated that use of this NDT technology is also applicable within a realm of other industry sectors, such as the oil and gas, marine, railway and power generation sectors, to name but a few, and has now become an indispensable tool, contributing to the safety and reliability of a host of platforms.
Its ability to provide easier to understand high-resolution imaging, multi-angle inspections and real-time data analysis has made it a preferred choice for detecting defects in critical industrial structures.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




