Automotive
Design Now, Save Later: The Hidden Costs of Late-Stage Manufacturing Changes
The further into the manufacturing lifecycle you go, the steeper the cost curve becomes.
In modern manufacturing, the pressure to deliver high-quality, cost-effective solutions under tight timelines has never been greater. Amid this demand, a recurring truth stands out: early design optimization is not a luxury, it is a necessity. Delaying critical optimization decisions until after production begins leads to exponential cost growth and significant schedule risks. Digital optimization in the pre-production phase is therefore not just best practice, but a strategic imperative.
Optimization in manufacturing involves iteratively refining a design to improve performance, reduce material usage, enhance manufacturability, or reduce downstream complexity. The earlier this process is initiated, ideally in the digital design phase, the greater the benefit. Design parameters can be altered rapidly in simulation environments at negligible cost, and their effects can be evaluated across a wide array of use cases and operating conditions. Contrast this with late-stage or post-production changes, which may require retooling, remanufacturing, or redesigning entire assemblies — efforts that introduce both direct financial costs and production delays.
To understand the scale of this impact, it’s useful to consider how cost scales with timing. Changes made during the concept and digital design stages may require hours or days of engineering time. But once tooling has been cut, parts have been ordered, or components assembled, the cost of making the same change can multiply by orders of magnitude. The cost curve for design changes as a function of project timeline follows an exponential trend. The further into the manufacturing lifecycle you go, the steeper the curve becomes.
This curve reflects the cascading effect of late-stage changes. A small design flaw that could have been resolved digitally for negligible cost might, if discovered post-production, require revalidation, certification rework, and scrapping of expensive components. Each of these steps adds not only cost but risk to the project.
Furthermore, early digital optimization allows for broader exploration of the design space. Parametric studies, sensitivity analyses, and design-of-experiments techniques can be employed quickly when simulation is central to the process. These methods can identify non-obvious interdependencies and uncover opportunities for cost, weight, or performance improvements that would not be feasible to explore physically. The time-to-value ratio is dramatically better in the virtual domain than in the physical one.
Equally important is the alignment between engineering and manufacturing teams during the early stages. A digitally optimized design, shared across stakeholders, enables manufacturability reviews, process planning, and tooling design to occur in parallel. This front-loaded collaboration minimizes iteration loops downstream and creates a more robust product pipeline.
Another overlooked aspect is supply chain impact. When changes are made late, especially after procurement has begun, ripple effects hit suppliers, inventory management, and logistics. This can lead to delays, contractual penalties, or even obsolescence of stock. Early design validation avoids these pitfalls and gives manufacturers more leverage with suppliers by defining stable, predictable requirements.
From a systems engineering perspective, the cost of change is not just financial — it also affects organizational focus. Late-stage rework diverts resources, introduces complexity, and forces compromises that can cascade into adjacent systems. This reduces the overall quality and predictability of the final deliverable. Early optimization preserves system integrity and reduces integration risk.
In summary, digital optimization at the outset of the manufacturing process yields exponential returns. It reduces cost, time, and risk, while increasing confidence in the final product. Engineering organizations that embrace early design refinement as a core practice will be best positioned to deliver competitive, high-performance solutions in an increasingly complex manufacturing landscape.
Hypothetical Optimization Example – Automotive Fender Assembly
In order to illustrate the process of optimization, let’s look at an automotive fender and utilize both a dimensional analysis tool, 3DCS Variation Analyst by DCS, and a finite element analysis solver, Abaqus by Dassault Systemes. The analysis presented is illustrative and uses a hypothetical scenario. Actual outcomes may vary.
With an automotive front fender assembly, or any assembly, the first step towards optimization is the identification of critical tolerances, and the optimization of those tolerances towards manufacture and assembly. This provides a key understanding of which tolerances need to be controlled, and which may be ‘opened up’, that is, increased in range allowing less expensive processes to be used. Tolerances are further refined through optimization to find a set of tolerance ranges achieving the product specifications at the lowest cost. For the fender example, meeting the dimensional product specification while incorporating dimensional variation resulted in a cost increase of 20%, as critical tolerances had to be tightened, that is, decreased in order to still meet dimensional goals during assembly.
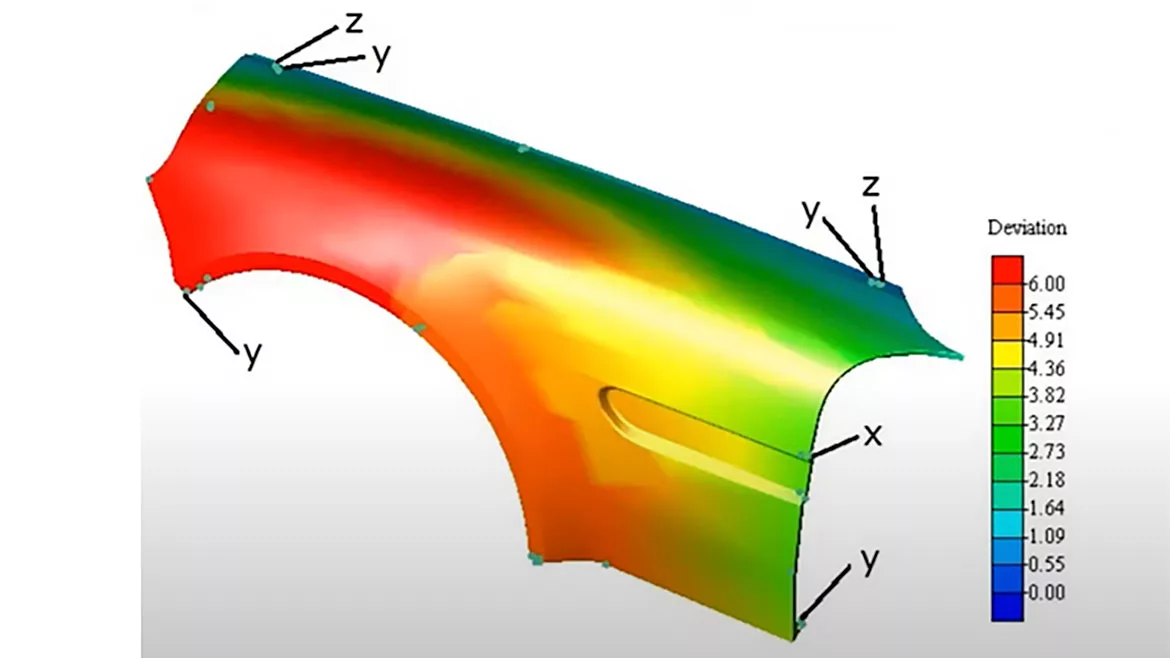
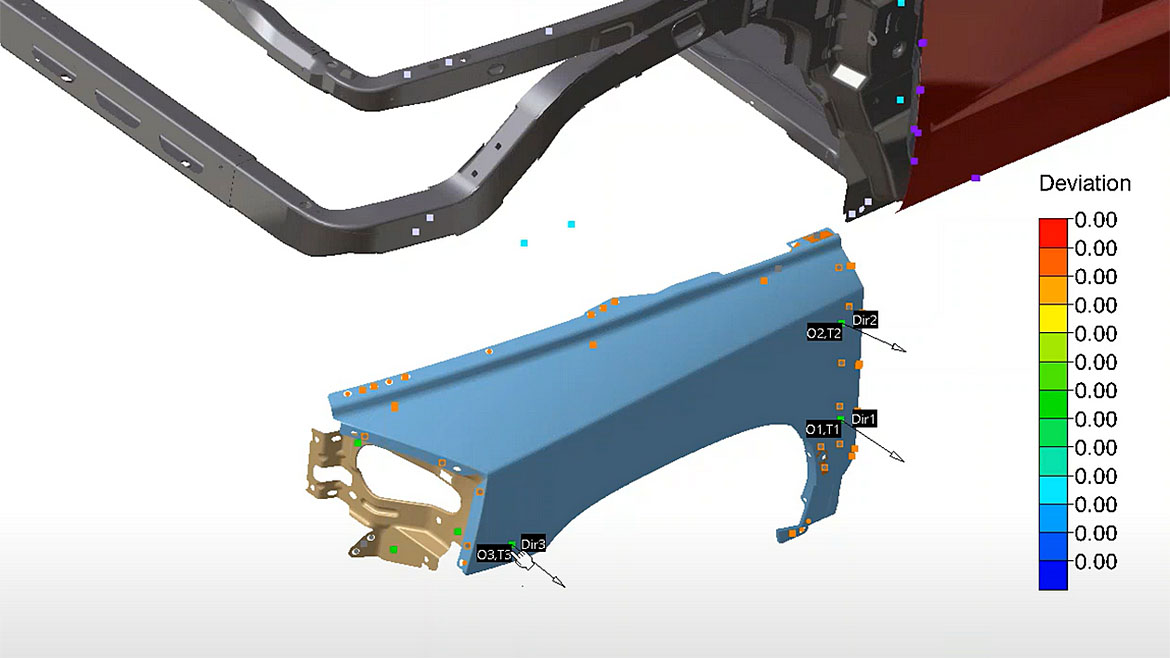
After optimizing the tolerance specifications, a locator optimizer evaluates datum schemes, testing each assembly move into a locator position with variation and measuring the resulting deviation. This identifies the most stable datum scheme and sets the stage for optimizing the clamping and welding process that can introduce variations into the sheet metal assembly. In order to predict the clamping and welding variation, a Finite Element Analysis software is applied. This combined both the material deformation with the dimensional variation allowing for a very accurate tolerance stack up analysis.
In order to optimize the clamping and welding sequence and added variation from material deformation, the primary, secondary, and tertiary datums as well as the sequence of clamps need to be analyzed. Compounding on this, the welds further increase variation as the heat deforms the sheet metal. In order to reduce this variation as much as possible, and keep the cycle time low, both the sequence and variation are incorporated into the optimization process. This assembly process optimization minimizes lead times by strategically determining the optimal clamp and weld sequences in design phase instead of using manual sequence studies on the plant floor.
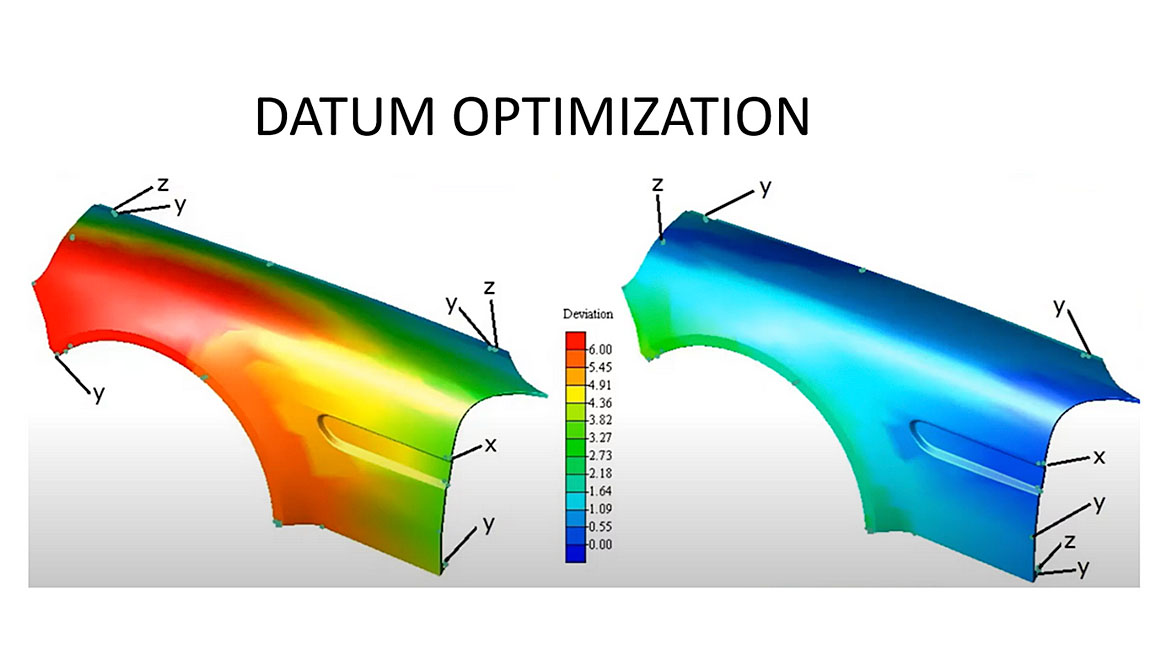
Optimizing the tolerances again after the above optimizations finds a reduction in cost of 15%, while still meeting the dimensional product specifications. In order to combat the final 5% increase in cost found, other methods of cost cutting or revenue increases can be investigated. For example, the purchasing department may suggest an earlier product release to increase the sales window and emphasizing the “Jewel Effect” of the body, what they call the luster from a well-polished vehicle exterior that shines like a jewel. These combined may increase the volume of sales and offset the cost increase from design changes. Alternatively, the estimated reduction in scrap and waste by meeting specifications the first time, thereby improving overall yield, may also offset the cost increase. Both strategies ultimately optimized manufacturing and dimensional tolerances for the fender assembly, allowing it to meet design specifications during the design phase without exceeding the original cost.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






