Test & Inspection
Multi-Modal Inspection for Industrial Quality Control: Combining Technologies for Better Defect Detection
Comprehensive quality control demands strategic thinking about how inspection technologies work together.

Aircraft lap joints can be fast-screened for surface deformation caused by hidden corrosion using visual inspection or an automated machine vision system. Although the results are intuitive, quantitative information on material loss within the multi-layered structure is not available. Further investigation will need eddy current inspection operated at multiple frequencies for the details. The penetration depth of eddy currents in a layered structure depends on frequency: lower frequencies penetrate deeper. Thus, material loss due to corrosion can be revealed; however, the overall material loss is still under-estimated. A third inspection, i.e., pulsed eddy current, is introduced to capture the overall material loss of the lap joint structures.
The above example demonstrates how a comprehensive multi-modal inspection can address the limitations of individual techniques. There are two strategies based on the complementary and redundant nature of the data/information acquired by the individual inspection. The data integration and fusion technologies are the core. The first integrative approach will integrate complementary data/information to achieve a more comprehensive inspection. For instance, multiple cameras around a part, or a rotation of the part during inspection, will capture images from multiple views for complete coverage. This ensures no surface remains hidden and no geometric feature goes unexamined. The second strategy employs multiple inspection modalities that leverage different physical principles, as shown in the example. Combining multiple technologies and fusing their data can reveal defects that single methods physically cannot detect or characterize.
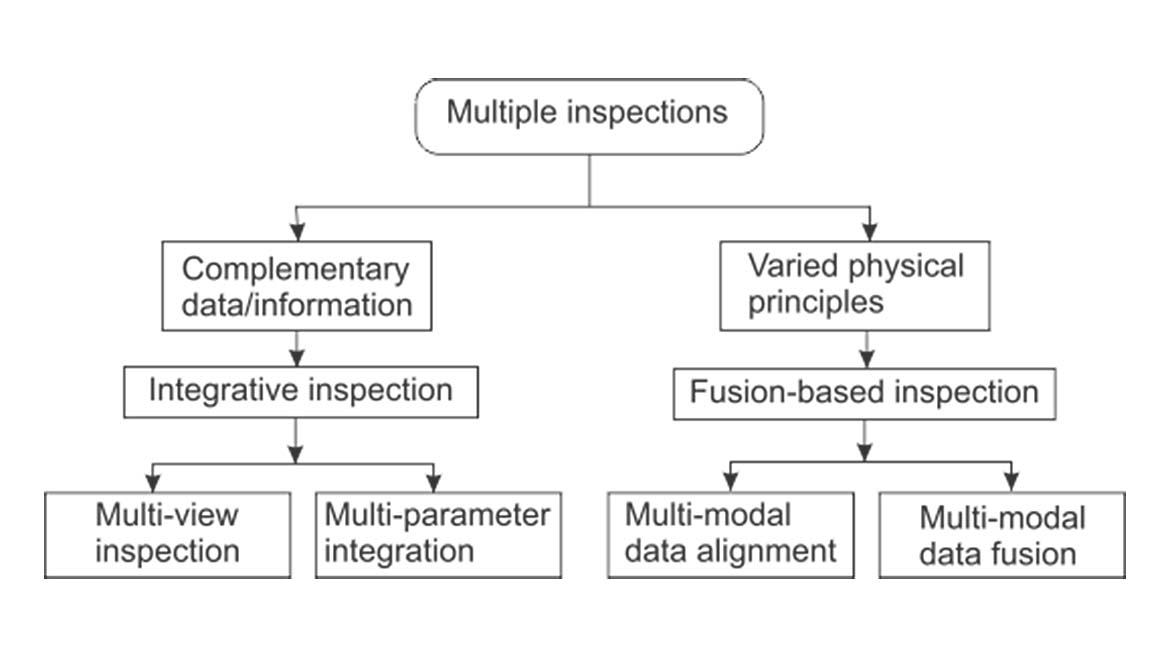
Photo courtesy of Zheng Liu
Both approaches can significantly improve defect detection rates and reduce costly field failures, but they serve distinctly different purposes. Understanding when to implement complementary inspection, multi-modal inspection, or a combination of both is essential to developing a robust quality control system that catches problems before they reach customers.
Integrative Inspection: Building the Complete Picture
Integrative inspection combines independent measurements that each capture different properties or perspectives of a part. Unlike fusion-based approaches, which combine different technologies to examine the same feature, integration assembles separate pieces of information, much like completing a jigsaw puzzle, where each piece contributes unique data to create a comprehensive quality assessment.
A typical integrative approach is the multi-view inspection. In the pharmaceutical industry, the manufacturers deploy multiple cameras configured to inspect for cracks, contamination, and label defects. Each camera captures a distinct surface area that others cannot see. These individual images can be spatially aligned to present the whole area under inspection. Computed tomography (CT) inspection in aerospace manufacturing is another example of taking multiple X-ray images from different angles as the object rotates. Thus, the CT system can capture projections from multiple angles, providing complete volumetric coverage without leaving any region unexamined.
Multi-parameter integration measures separate physical properties of the same object and combines independent measurements to achieve a comprehensive characterization. In electronics manufacturing, inspection systems often integrate height measurement data with thermal imaging and visual inspection results. Each technology measures a different aspect of component quality: dimensional accuracy, thermal performance, and surface appearance. The integrated dataset enables a thorough quality assessment that no single measurement could provide.
Integrative inspection excels when you need complete geometric coverage or must verify multiple independent quality parameters. The data correlation is relatively straightforward since you’re assembling rather than synthesizing information. However, integration remains limited by each technology’s fundamental detection physics. A visual camera system, regardless of how many views it captures, cannot detect internal voids. When defects require overlapping detection from different physical principles, such as surface cracks combined with subsurface delamination, we must move beyond integration to fusion-based inspection strategies.
Fusion-Based Inspection: Complementary Detection Principles
Fusion-based inspection employs different technologies to examine the same features or regions using fundamentally different physical principles. Rather than assembling separate information pieces, fusion synthesizes overlapping detections to create a richer understanding than any single method can provide. This approach excels at resolving ambiguities, cross-validating findings, and detecting defects that remain invisible to individual technologies.
A thermal inspection fused with a visual inspection addresses composite structure integrity in aerospace applications. Visual examination reveals surface damage such as impact marks or scratches. Thermal imaging detects subsurface delamination through heat transfer anomalies. Neither technology alone provides a complete assessment. Surface damage may exist without delamination, or delamination may occur beneath pristine surfaces. Fusing both datasets enables a comprehensive evaluation of structural integrity.
In the oil and gas industry, pipeline operators deploy intelligent inspection tools, known as “PIG,” that travel through the pipeline to collect data from multiple measurement technologies. Magnetic flux leakage (MFL) is a popular inline inspection (ILI) technology for pipeline metal-loss detection. The axial MFL and the circumferential MFL are the two configurations for volumetric flaws and defects oriented in the circumferential and axial directions, respectively. The two techniques may yield conflicting results, leaving insufficient information for accurate failure pressure calculations. Thus, the fusion of MFL-A and MFL-C data can leverage the complementary aspects of the perpendicular and axial magnetic fields, enhancing feature characterization across all defect morphologies. Using deep learning techniques, the fusion can create a comprehensive, high-resolution 3D depth profile of all detected anomalies. Additionally, further integration and fusion with other ILI techniques, such as ultrasonic testing (UT), can achieve a more comprehensive, accurate, and reliable assessment of a pipeline or structure’s integrity.
Industry implementation demonstrates fusion’s value across sectors. The key distinction from integration is that fusion technologies target overlapping regions and features, creating synergistic understanding rather than simply assembling separate data pieces. Successful implementation requires sophisticated data correlation algorithms, careful sensor registration, and expertise in interpreting multi-modal results. For critical applications where defect detection directly impacts safety and reliability, fusion-based inspection provides detection capabilities that justify the additional complexity. Thus, multi-modal fusion systems catch defects that would escape detection in single-technology inspection lines, significantly reducing field failures and warranty costs.
Building a Comprehensive Quality System: Implementing Strategies
Choosing between integrative and fusion-based inspection starts with the question: do you need separate information pieces assembled into a complete picture, or overlapping detections from different physics synthesized for validation? For integrative inspection implementation, focus on achieving complete coverage. If defects can appear anywhere on a part’s surface but are visible to one technology, multi-view integration solves the problem efficiently. Implementation challenges center on data alignment, coordinate system registration, and stitching algorithms. Software requirements are typically more straightforward since you’re assembling independent datasets rather than synthesizing overlapping information.
Fusion-based inspection implementation demands more sophisticated approaches. When the same defect type requires different detection physics, fusion becomes essential. Implementation complexity increases significantly: multi-modal data fusion algorithms must correlate measurements from sensors operating on different principles, calibration becomes critical for accurate registration, and operators need training in interpreting synthesized results. However, fusion offers unique advantages through cross-validation, dramatically reducing false-positive rates and detecting defects that single methods can miss. Combining both approaches often delivers optimal results for complex parts: integration provides comprehensive geometric coverage, while fusion enables defect discrimination and validation. Recent advances in machine learning and AI can significantly facilitate integration and fusion.
Summary
Comprehensive quality control demands strategic thinking about how inspection technologies work together. Integrative inspection builds complete pictures by assembling independent measurements. Fusion-based inspection synthesizes overlapping detections from different physical principles. The most robust quality systems recognize when each approach applies and implement both strategically. Begin by analyzing specific defect risks, matching inspection strategies to defect physics, and piloting approaches to the most critical quality challenges before scaling across production. As manufacturing complexity and quality expectations increase, competitive advantage lies with organizations that eliminate inspection blind spots through integration and fusion of complementary technologies. The question is no longer whether to implement multi-modal inspection, but how to implement it most effectively for your specific applications.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!




 battery pack")
VisiConsult.webp?height=200&t=1741605985&width=200 "Casting(C)VisiConsult")
