Test & Inspection
Thread Setting Plug Gages: Do I Need One and Why?
There are three basic types of thread setting plugs: truncated, progressive or wear check, or full form setting plug gages.

The decision to purchase or use a thread setting plug comes down to: do I need one and why? In a previous article, Thread Classes and Setting Plug Gages, we discussed the “Alphabet Soup” of the number and letter class of fit designations used to identify product threads and the gages that inspect them. This becomes a larger issue when the gage user does not understand the purpose / function of the thread setting plug gage.
The first and most critical issue we need to address is thread setting plug gages are not used to inspect product threads. The Go pitch diameter is larger than the No-Go pitch diameter. If the Go setting plug enters your internal part, the No-Go will as well. Using a thread setting plug to inspect internally threaded product will cause 100% scrap.
The thread setting plug is used as a master to set, inspect or calibrate adjustable thread ring gages, solid thread ring gages, tri-roll gages, or other inspection tools. These inspection tools are used to measure external product threads. There are three basic types of thread setting plugs: Truncated, Progressive or Wear Check, or Full Form setting plug gages. We will be focusing on Truncated thread setting plug gages for this article.
Source: Vermont Gage
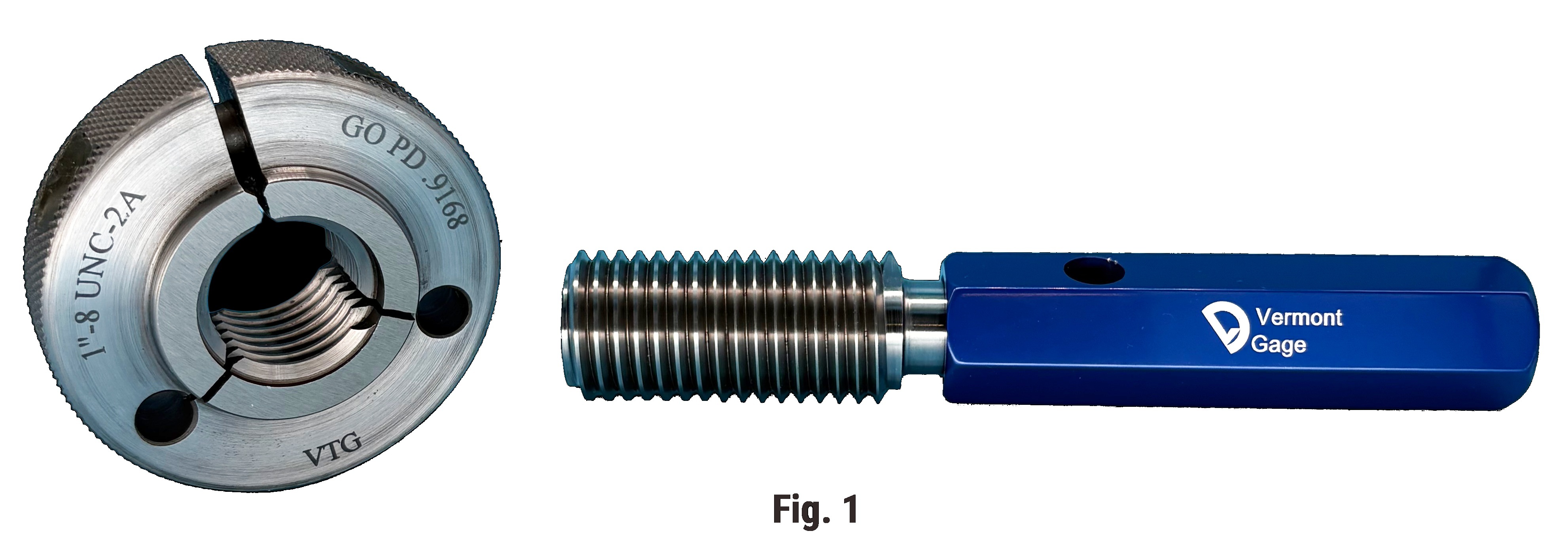
Fig. 1 is a Go adjustable thread ring gage, and the Go truncated setting plug used to set it.
When received, the user attempts to assemble the Go adjustable thread ring gage with the calibrated truncated thread setting plug that has the same pitch diameter as the Go adjustable thread ring gage. If the Go adjustable thread ring gage does not fit the truncated setting plug or the adjustable thread ring is loose, the ring is adjusted to fit the calibrated Go truncated setting plug. (The full instructions may be found in ASME B1.2-1983, ASME B1.16M-1984, Fed-Std-H28/6 or on the gage manufacturer’s website.)
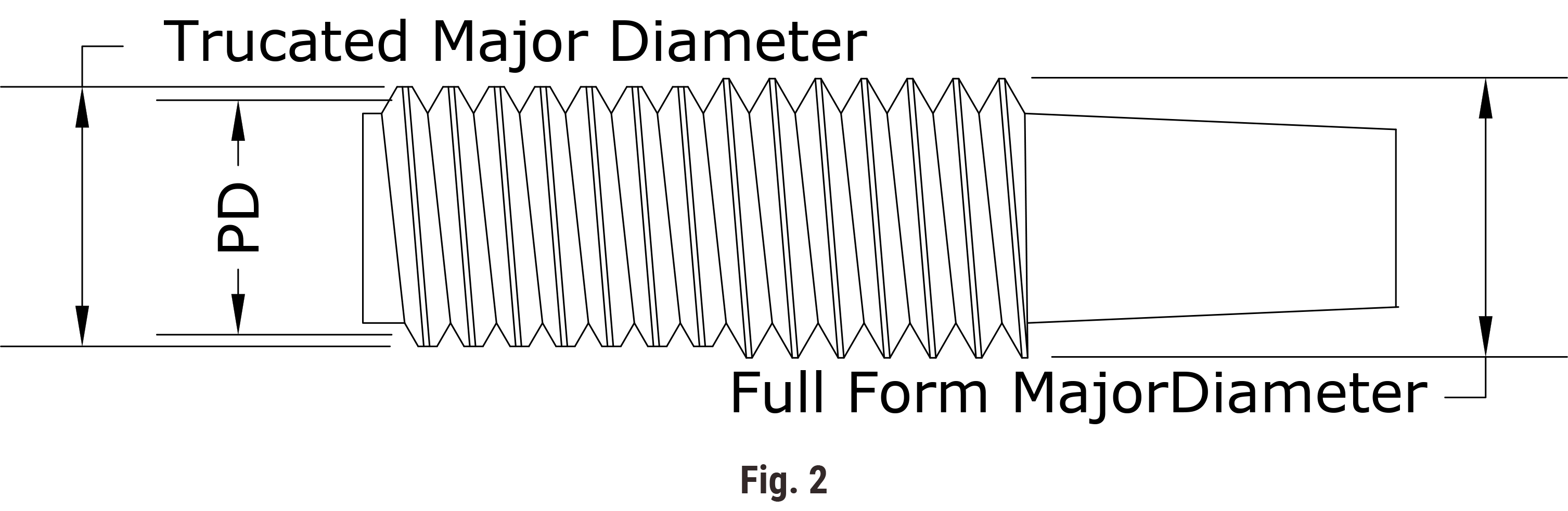
Truncated thread setting plugs are used to set an adjustable thread ring gage with the same pitch diameter. Truncated setting plug features are listed below (see Fig. 2):
- Pitch Diameter
- Is the same on both the Full Form (back) and the Truncated (front) of the Truncated setting plug.
- Matches the pitch diameter of the ring it is being used to set, inspect, or calibrate.
- The Full Form major daimeter is equal to the max major diameter of the external product thread.
- The Full Form major insures that the ring has enough root clearance to clear the max major diameter of the external product thread.
- The Truncated major diameter is reduced below the Full Form major diameter.
- The purpose of the truncated major diameter is to pickup flank wear on the ring gage.
- If the adjustable thread ring gage gets worn, the flank angle may wear out of tolernace or in some cases or have a hole worn into the flank angle.
Source: Vermont Gage
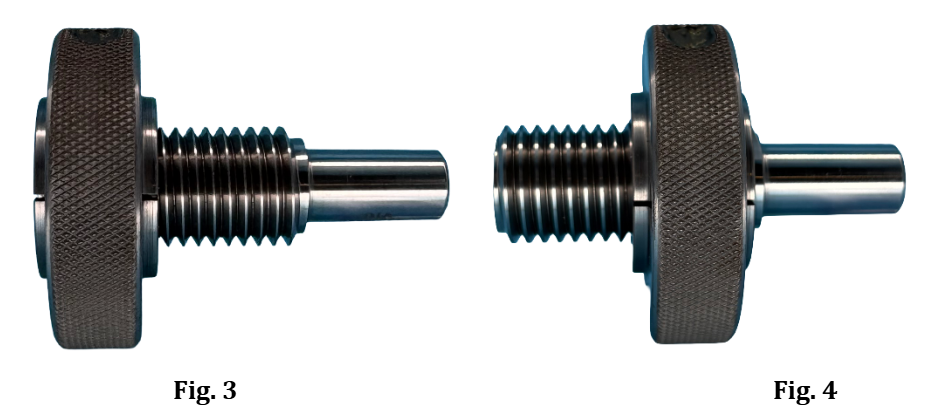
Fig. 3 shows the Go thread ring gage assembled on the truncated portion (front) of the Go setting plug. Fig. 4 shows the Go thread ring gage threaded on to the full form portion (back) of the truncated setting plug.
Source: Vermont Gage
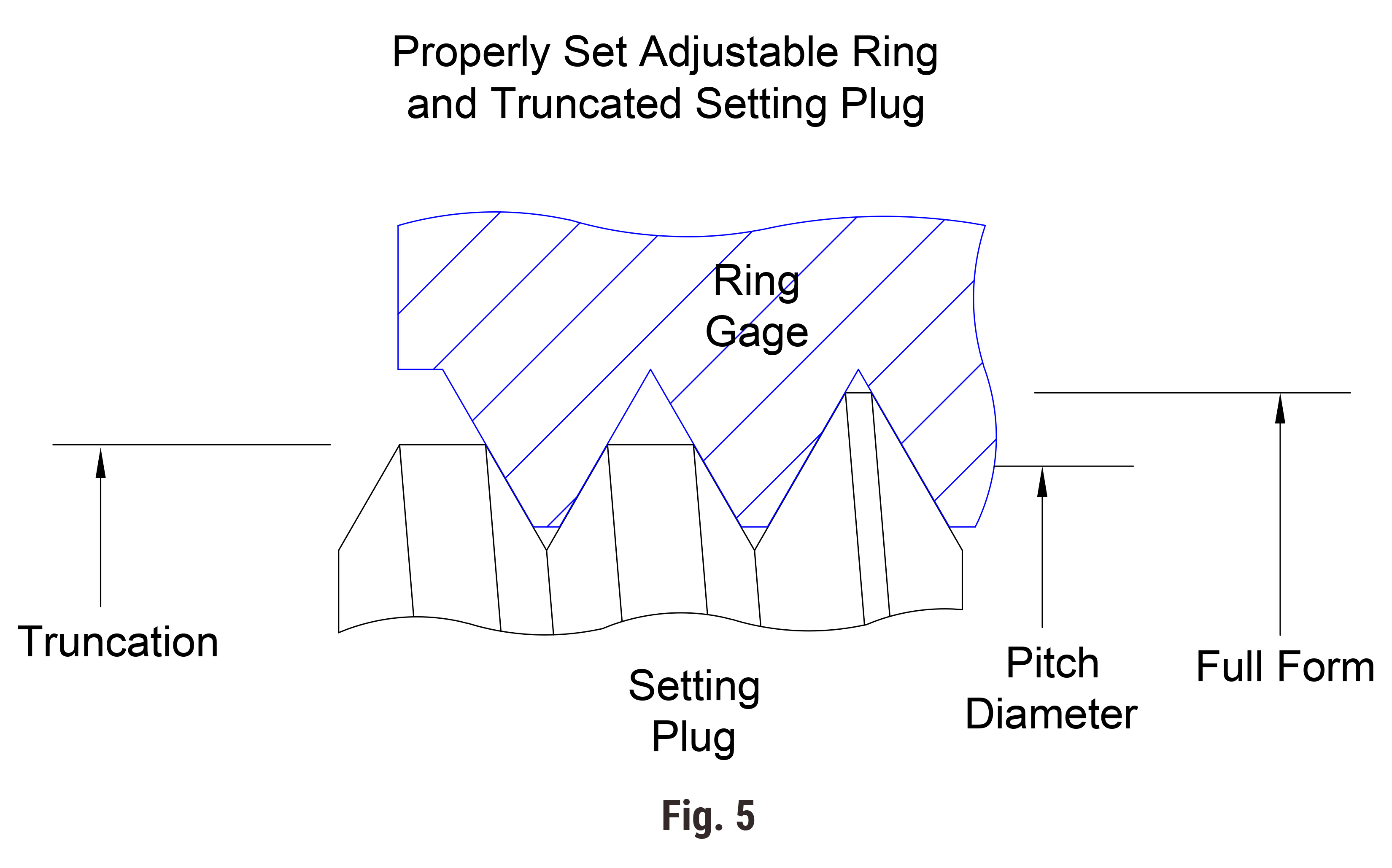
Fig. 5 shows the engagement of the flank angles inside an intolerance, adjustable thread ring when applied and set to the calibrated truncated thread setting plug. Both the truncated and full form portions of the setting plug gage flanks are contacting on the flanks of the thread ring gage. This uniform contact represents what is described as an “even feel” between the ring and truncated and full form portions of the calibrated thread setting plug.
Note: I have taken some editorial liberties with respect to the reference drawings in Fig. 5 & 6. In the “Good” example, there is rarely if ever a point at which a new adjustable thread ring gage and setting plug will have the exact same flank angles and have a perfect flank engagement after setting. There is always some variation. This variation must be within the ASME specified angle and lead tolerances between a new thread setting plug and new thread ring gage. Even with perfect angles there is still some required allowance for fit between the setting plug and the thread ring gage.
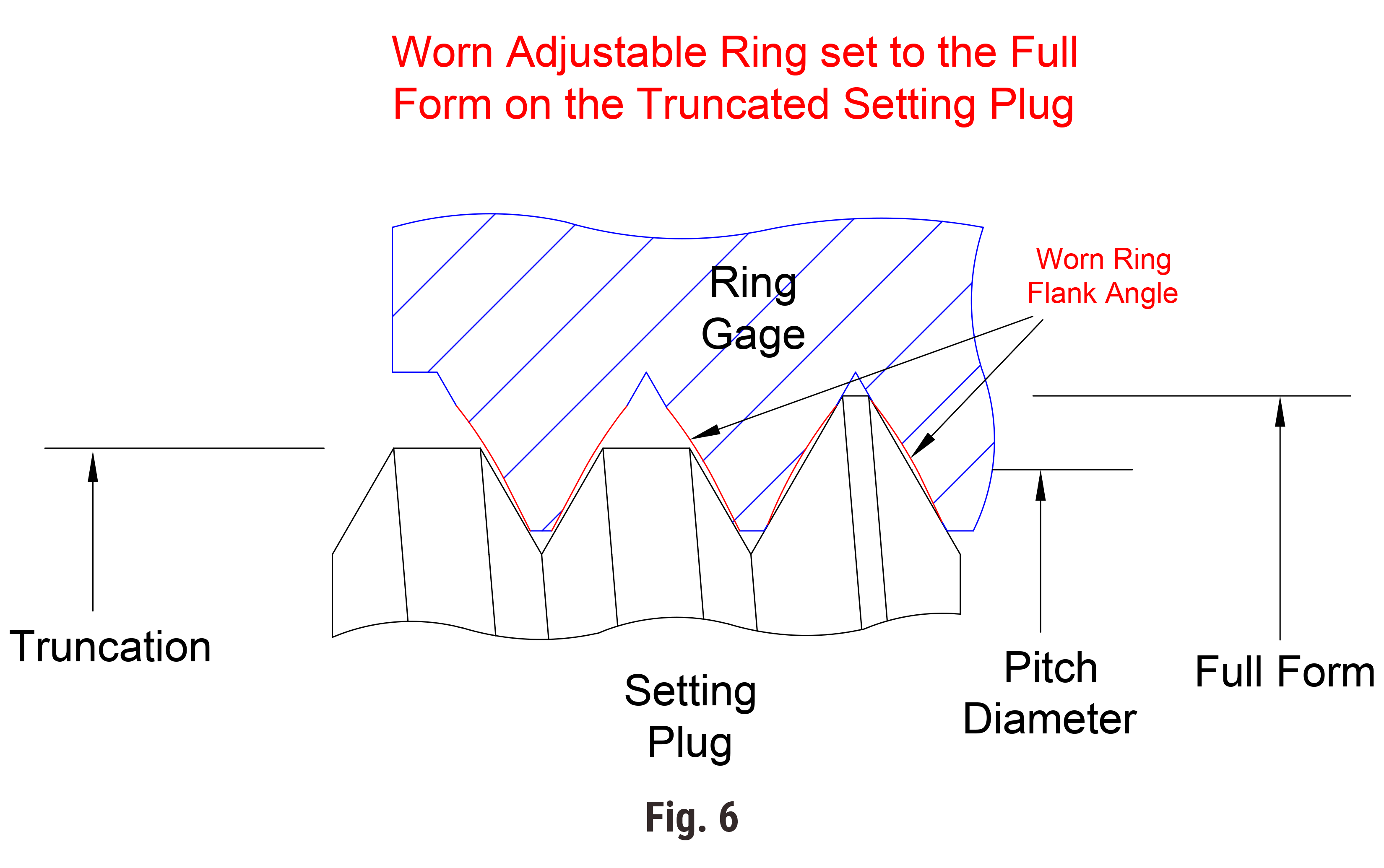
Fig. 6 represents what the angles on a worn thread ring gage may look like on a used ring gage. The red lines indicate the thread ring gage flank angle wear. You will note that top and bottom of the full form of the setting plug are still in contact with the unworn flank angle on the thread ring gage. However, the truncated portion of the thread setting plug is not in contact with the thread ring gage. This will cause a change in the “feel” of the thread ring as it is threaded from the full form to the truncated portion of the setting plug. This change is usually noted as less resistance or “looseness” of the ring on the thread setting plug. Once the thread ring is fully engaged on the truncated portion of the thread setting plug, the inspector will feel a “shake” or “wobble” indicating that the adjustable thread ring gage is out of tolerance and should be replaced. To be clear the terms, “shake,” “wobble”, and “looseness” indicate a certain level of subjectivity in the inspection, setting, and calibration of any thread ring gage. See the previously mentioned ASME and Fed standards for their specific clarifications.
Source: Vermont Gage
Source: Vermont Gage
One option that seems to work well for some gage users is to follow Fed-STD-H28/6A, Appendix C, Gage Setting Procedures for Adjustable Limit and Indicating Thread Gages, para. 90.3. This section offers an optional method of inspecting used adjustable thread ring gages. The optional method is to set the adjustable thread ring gage to the truncated portion of the calibrated thread setting plug. Once set, if the ring will not thread onto the full form portion of the setting plug, the adjustable thread ring gage should be replaced. (Caution: Using this method may damage the crest of your calibrated thread setting plug.)
Always inspect the minor diameter of your adjustable thread ring gage after adjusting the ring to a calibrated thread setting plug gage. The more open tolerance on the minor diameter versus the pitch diameter on the adjustable thread ring gage may cause some issues with the thread ring minor diameter being out of tolerance after resetting the ring. This becomes a bigger issue when a used adjustable thread ring gage is reset to a calibrated thread setting plug gage. If the adjustable thread ring gage is worn, usually only the thread flanks are worn. The minor diameter of the adjustable thread ring gage should never contact a good threaded part minor diameter. This means that the unworn minor diameter will reduce by the same amount that the thread ring gage has worn from when it was new. An out of tolerance, small, Go thread ring gage minor diameter may interfere at the root of your product thread. This interference may cause you to fail potentially good intolerance parts.
For those of you who have made this far are wondering if they need a thread setting plug or not, the answer depends on a few factors:
- Yes,
- You are buying a custom thread ring gage.
- You will use the custom thread ring gage more than once.
-
You will need to have the custom thread ring gage calibrated.
Note: Measuring a thread ring gage on a ULM using gage balls or thread tracing inspection tools are not functional adjustable thread ring gage calibration tools. Thread ring gages should never be reset using either of these inspection methods.
- You are buying a custom thread ring gage.
-
No,
- You are buying a custom thread ring gage that you will use once and never use again.
- You will never send the adjustable thread ring out for calibration.
- Maybe,
- Yes, you are going to reset, inspect, or calibrate the adjustable thread ring gage in-house.
-
No, you are going to send your adjustable thread ring gages to a metrology lab for calibration.
-
If you have in-house thread setting plugs, it is usually a good idea to have them supplied with the adjustable thread ring gages to your metrology lab.
-
Be sure to state you wish the adjustable thread ring gages to be calibrated and set to the supplied setting plug.
- If you do not clarify this some labs may use their in-house setting plug to set your thread ring gage and calibrate your setting plug separately.
- This leads to a number of lab vs. customer arguments when the received ring and setting plug will not assemble when the customer gets them back.
-
Be sure to state you wish the adjustable thread ring gages to be calibrated and set to the supplied setting plug.
-
If you have in-house thread setting plugs, it is usually a good idea to have them supplied with the adjustable thread ring gages to your metrology lab.
- No, if your thread ring gages are standard stock thread sizes and the lab has their own calibrated truncated thread setting plug gage.
Remember, do not attempt to assemble working thread plug gages with thread ring gages. They will not fit. Doing so may damage one or both the gages involved. Do not use damaged or dirty setting plug gages to set thread ring gages. Do not attempt to set a damaged or dirty thread ring gage. Doing so will damage your calibrated thread setting plug.
If you take care of your gages and inspection tools, they will take care of you.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





