Test & Inspection
What Is the Best Handheld Gage to Inspect an Internal Part Diameter?
Fixed Limit or Variable Gage?

What should I be using to inspect an internal diameter (ID)? Should I use a Fixed Limit gage or some type of Variable gage? Is a Variable gage or Fixed Limit gage more accurate? These are all frequent questions. To answer these questions, we must begin with few more clarifying questions:
- What type of inspection do you need:
- Pass / Fail inspection of the hole?
- A “Functional” inspection of the hole?
- An actual measured value?
- Are you required to provide statistical process control (SPC) data?
- What is the Internal Diameter to be measured?
- What are your product tolerance requirements?
- What is the product material?
- Is it soft or hard?
At this point you are thinking: why all the questions, I just want to inspect this internal diameter. It should not be this difficult. While this seems like a lot of questions, in many cases you may already have most of the critical information. The tolerances, materials, and other design features of the internal diameter to be inspected are typically in your product drawings.
Before we go too much deeper, we need to define a couple of key terms. For our purposes we will loosely define:
- Fixed Limit gages - as pin or plug gages used in a Go / No-Go configuration.
- Fixed Limit Gages are “Functional” gages. Functional gages assure assembly of mating parts by representing the mating products at the min and max extremes of the product tolerance.
- Variable gages - as any handheld measuring device that has a scale, dial or digital readout that uses moving contacts to provide measured values for the internal diameter.
- Variable Gages are “Non-Functional” gages.
If your inspection process requires a Functional Pass / Fail inspection of the internal diameter, the Fixed Limit gage would be the best choice. If Functional inspection is not required and only a pass / fail inspection is, both a Fixed Limit and Variable gages will work. The choice between the two comes down to answering questions about what you are inspecting, where the gage will be used and your product tolerance. (Information for selecting gage tolerances based on your product tolerance may be found here.) Other issues such as ease of use, training requirements to use the gage and calibration requirements should be considered.
There is a general belief that if a tool has a digital readout, it must be more accurate. While resolution of the measuring device is important, more decimal places do not equate to a more accurate gage. For example, in the opening image you will see a Fixed Limit Tri-lock Go / No-Go plug gage and a digital bore gage (with three contact points at 120°). Based on this picture we cannot determine which is the more accurate inspection tool. The Go / No-Go gage is not marked with a Tolerance Class. The Bore gage shows a 5-place decimal on the amp. Below is a list of the tolerances available for the Fixed Limit plug gage.
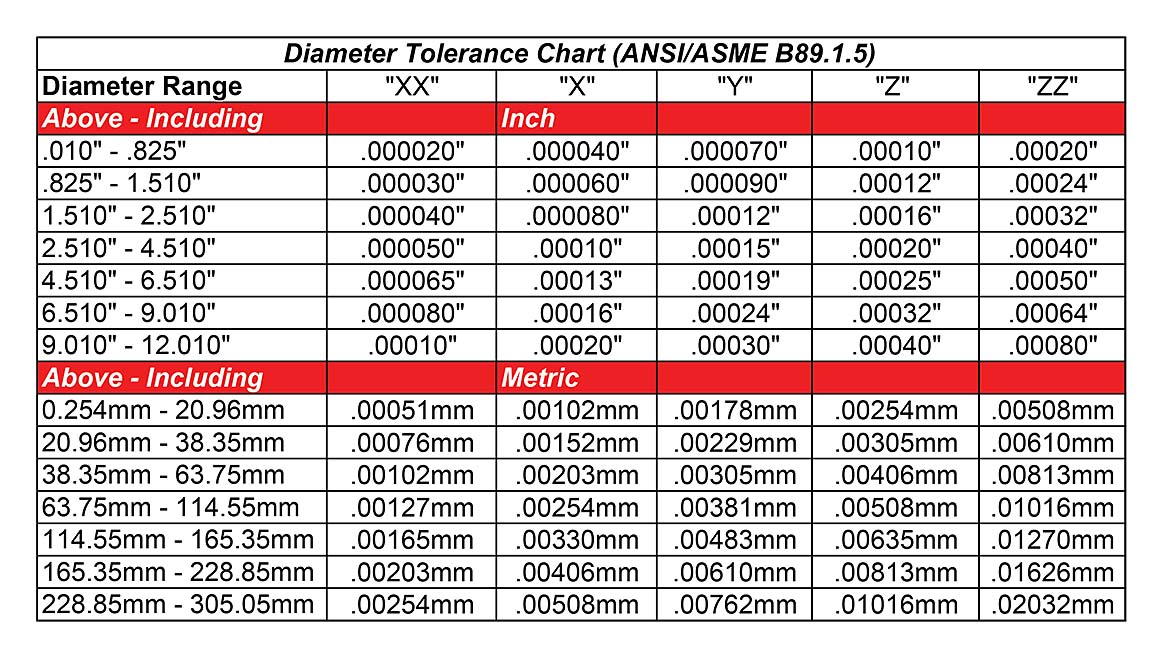
Source: Vermont Gage
If the Fixed Limit 2.310” – 2.311” Go / No-Go Tri-Lock gage shown is a Class XX and falls within the diameter range of 1.510” – 2.510” and has a Class XX tolerance, the gages will have a unilateral tolerance of 0.000040”. The Go has a +0.000040” tolerance and the No-Go have a -0.000040” tolerance. The Tri-lock Fixed Limit gage provides a Functional inspection of the product internal diameter. The Bore gage shown has an accuracy of 0.000060” (+/- 0.000060” or a potential total measurement variance of 0.000120”) depending on the actual ID being measured. In this case the Tri-Lock would be the better choice based on the gage accuracy and functional inspection.
Gage accuracy is only the starting point. Using the Class XX Tri-lock gage requires less training to use the gage effectively. The Go fits and the No-Go does not the inspector passes the part. The cost of the Class XX Tri-lock gage is less than the cost of the Bore Gage. Sounds like the Class XX Tri-lock Plug gage is the best choice. Not so fast. While the above statements are correct, the Variable gage has advantages as well. If the product tolerance drives a Class Y (0.00012”) required gage tolerance, for the Tri-lock Fixed Limit plug gage, the Bore gage would be more accurate than the Tri-Lock Plug gage. (Yes, you may order a Class X or XX gage and use a closer tolerance Fixed Limit gage). The Bore gage has other advantages. The Bore gage head can measure a range of diameters, 1.970” (50mm) – 2.360” (60mm), for our example. You may purchase additional heads for different diameters. The Tri-lock Plug gage only inspects the diameters specified as Go and No-Go diameters. If your measurements require recorded actual measured values (not functional), or SPC data, and the accuracy of the Bore Mic and the Fixed Limit Gage are the same, the Bore Mic is your best option.
Calibration of Fixed Limit and Variable handheld gages should be considered. Both Fixed Limit and Variable gages have different requirements. Again, this is not as easy to say one is always better than the other. Calibration of a Fixed Limit Plug gage requires using a device that has at least a 4:1 better accuracy than the gage being measured (see ISO / IEC 17025). It is recommended that the plug gage is calibrated using an accredited metrology lab. Some would argue that the variable gage is easier to calibrate because it is set to a calibrated Master Ring gage. In our example of a Bore Mic, a calibrated Master Ring is used to set the Bore Mic. This is not a calibration. It is a setting or “Zeroing” to a calibrated Master Ring gage. A calibration may require sending the Bore Mic to the manufacturer or an accredited metrology lab to receive an accredited calibration report. The Master Setting Ring would also require calibration.
The diameter may be a deciding factor. Variable gages can be difficult to use on exceedingly small internal diameters. Customers report having an easier time using Fixed Limit Plug gages under 0.250” (6.35mm). As the diameter gets smaller, the use of Plug gages becomes more prevalent. Larger hole diameters, more than 4.000” (101.6mm), tend to be better suited for Variable gages depending on the accuracy required. Fixed Limit Plug gages are available for these large diameters but are very heavy and bulky. Fixed Limit gages of these larger diameters are typically used as Masters to set variable measuring devices. These factors affect the ease of use for the inspector. Using a 5-to-20-pound Fixed Limit Gage to check hundreds of parts a day would be very tiring for the gage user.
The product material and the configuration or location of the internal diameter you need to inspect may cause challenges. Soft materials or materials with thin walls require a great deal of care when inspecting them. The soft material or thin wall allows the product to move and be re-sized by any addition force applied during the gaging process. Soft materials are very easily damaged using Fixed Limit or Variable gages. The edges or alignment of the Fixed Limit gage may damage the entry of the internal diameter or down the hole. Variable gages have contacts that are under pressure. This pressure may deform or create scratches or wear patterns only in the contact areas of the product.
The chart below attempts to simplify and summarize the general differences between Handheld Fixed Limit or Handheld Variable gages. The chart shows what these two types of gages may be used for and more importantly that for which they should not be used.
|
General Requirements: |
Fixed Limit Plug Gage |
Variable Gage |
|
Pass / Fail Inspection |
X |
X |
|
Functional Inspection |
X |
|
|
Actual measured value |
|
X |
|
SPC Data |
|
X |
|
Ease of use* |
X |
|
|
Able to measure other diameters |
|
X |
|
Device Cost |
X |
|
|
Small diameter (under .250”) * |
X |
|
|
Large Diameter (over 4”) * |
|
X |
|
Calibration* |
X |
|
|
* These items are subjective based on application and preference or skill. |
||
Regardless of the choice to use a Variable or Fixed Limit Handheld gage, you should consider the gage user, location, and environment the gage will be used in. If properly used, protected and maintained, both types of gages will work in a wide variety of environments and user skill levels. The cleanliness, temperature and humidity should be considered as well. Both types of gages will work well in a controlled lab environment. It becomes more challenging in hot, dirty, humid, or wet environments.
It should be noted that there are a wide variety and configurations of handheld variable gages and inspection tools. I only used a Bore Mic as a reference for this article. Other types of variable handheld gages may include Trigger Bore Mics, Air Gages, and a large offering of Internal Diameter Calipers. They all have their applications, accuracies, and use.
The best handheld gage is the one that ensures that you get zero parts returned that are inspected with the selected gage. Neither Fixed Limit nor Variable handheld gage is better than the other. They both have strengths and weaknesses. The choice between Fixed Limit and Variable gages is driven by your product requirements. Your part drawing is the best place to start. When you begin considering inspection options, be sure to have your part drawing available. While the distributors and gage manufacturers will sell you any gage you request, they will sometimes need more information about what you are inspecting. This is done to ensure you do not get an extremely expensive and sometimes non-returnable gage you cannot use.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






