Measurement
Seeing Beyond the Surface: Why Optical Metrology is Reshaping Quality Control
The real value lies not just in detecting deviations, but in understanding what they mean.
dieSonne-114.webp?t=1753301600)
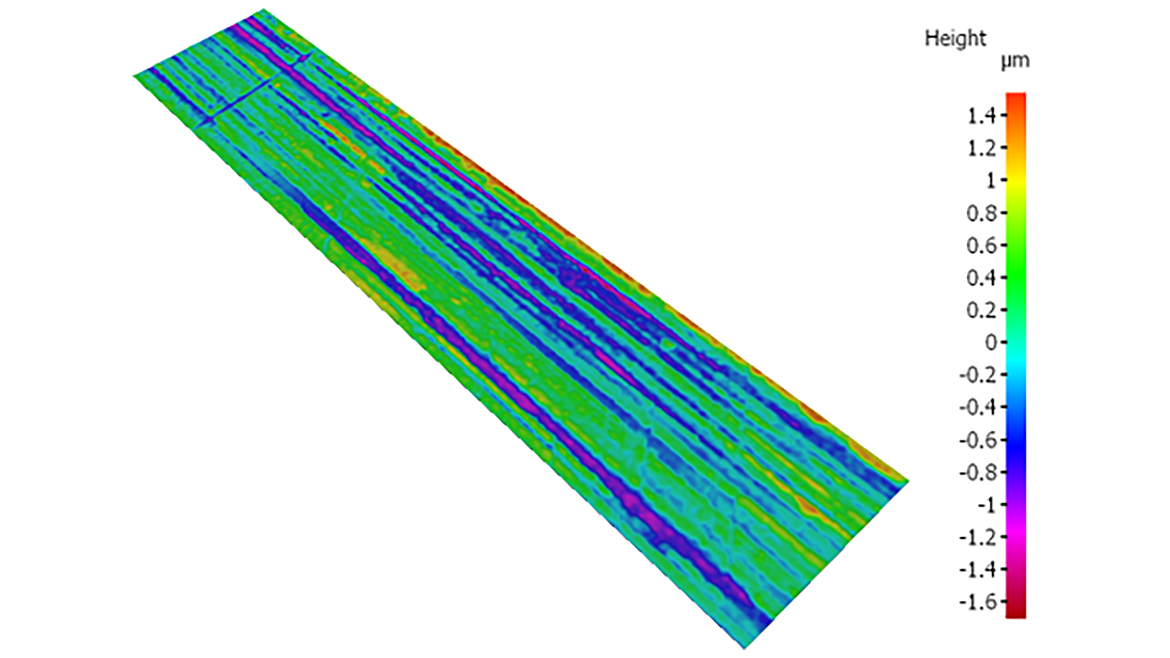
Image Source: Bruker Alicona
“In manufacturing, it’s often what we can’t see that causes the most problems.” That statement rings especially true for quality assurance professionals, where hidden deviations in surface geometry can make or break performance, safety, and compliance. As parts become smaller, more complex, and increasingly performance-critical, traditional measurement tools are reaching their limits. The solution? A shift from tactile to optical metrology — and with it, from reactive troubleshooting to predictive quality assurance.
Why Surface Details Matter More Than Ever
A surface isn’t just a boundary; it’s a functional interface. Whether it’s a turbine blade exposed to extreme thermal stress, a dental implant that must integrate with living tissue, or a connector in an electric drivetrain — the microstructure of a component’s surface directly affects how well it performs in the real world.
Yet many manufacturers still rely on contact-based systems like stylus profilometers or coordinate measuring machines (CMMs), which can struggle with complex shapes, soft materials, or high aspect ratios. These systems often require time-consuming setups, limited measurement coverage, and operator-dependent interpretation.
In contrast, optical 3D metrology offers non-contact, high-resolution surface measurement that can handle steep flanks, reflective materials, and intricate geometries. For QA teams under pressure to work faster without compromising accuracy, this shift is more than just a technical upgrade — it’s a change in mindset.
From “OK/NOK” to Process Understanding
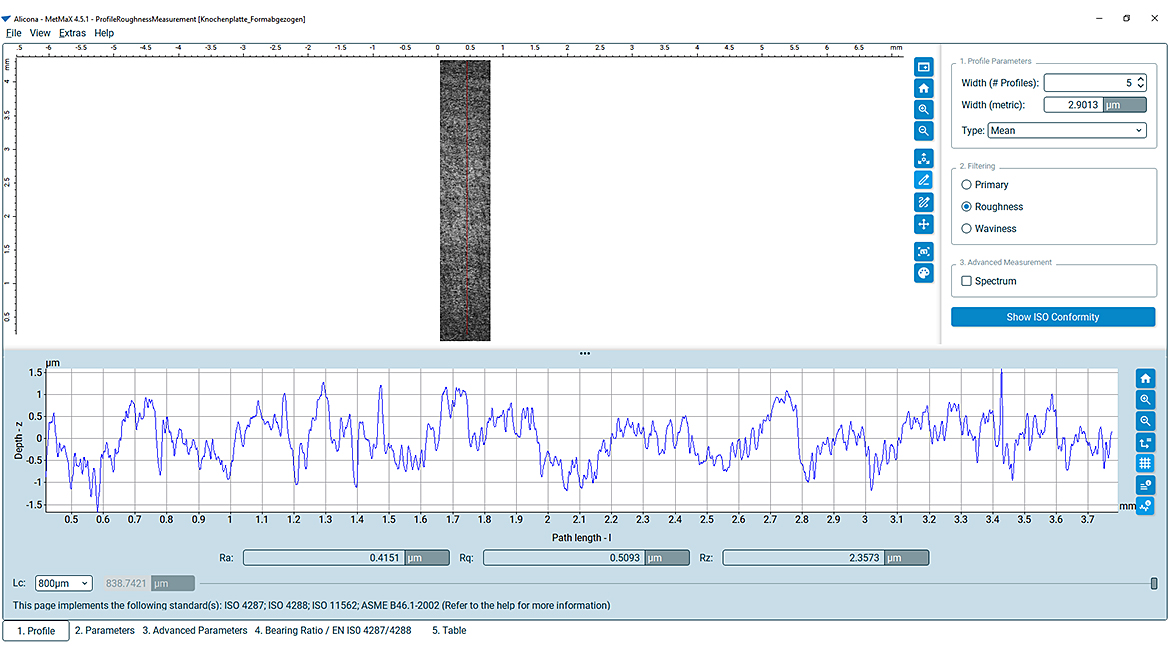
The real value lies not just in detecting deviations, but in understanding what they mean. With full 3D surface data, it’s possible to move beyond binary pass/fail evaluations and toward functional insight. Parameters such as Sa (average roughness), Sz (maximum height), or Sk (core roughness depth) allow engineers to assess how a surface will behave under real-world conditions.
This is especially relevant in fields like medical manufacturing. For instance, an implant’s ability to bond with human tissue can depend on more than just surface cleanliness — it can hinge on micro-topography. With appropriate surface metrics, performance becomes measurable rather than inferred.
Don’t Overlook Form: Contours and Surface Go Hand in Hand
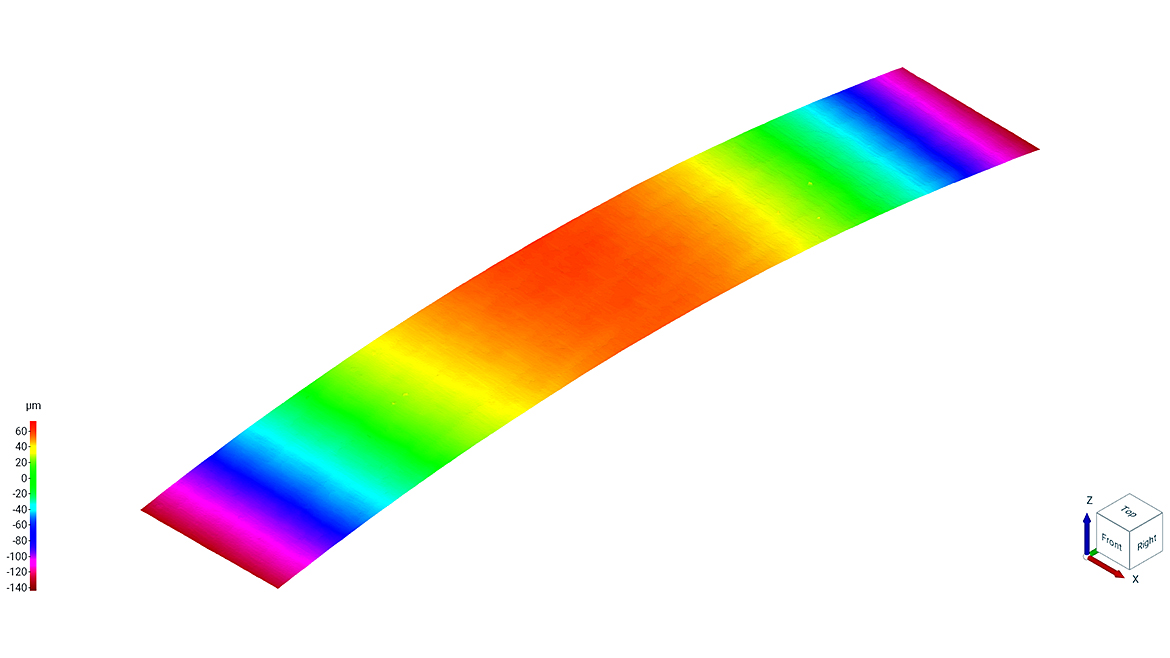
Many components demand a combined understanding of shape and surface to truly ensure functional quality. Think of sealing interfaces, cutting tools, or freeform optics: these are all applications where the exact geometry of an edge, profile, or flank matters as much as its finish. Optical systems capable of scanning contours — not just roughness — now make it possible to acquire that information without contact, stylus wear, or geometry-specific probes.
For quality engineers, this means fewer compromises. Form and texture can be measured in tandem, on the same setup, with the same optical data. The result is a more integrated view of quality — one that aligns with how parts actually function in practice.
Predictive Quality: The End of Firefighting
One of the biggest advantages of optical 3D metrology is repeatability and traceability, especially when measurements are automated or integrated into the production line. This makes it possible to move from reactive inspections (“What went wrong?”) to proactive process control (“Where are we drifting?”).
Consider high-precision e-mobility gears. A deviation in edge roundness — invisible to the naked eye and difficult to capture with contact methods — can cause noise, wear, or failure. But with automated 3D scanning, such deviations become trackable trends rather than surprise defects.
More than that, detailed surface and form data can offer insight into the manufacturing process itself. This is where reverse engineering becomes a valuable side effect of metrology. When a critical component performs unusually well — or fails unexpectedly — 3D data enables engineers to retrace how it was made: from tool marks and machining patterns to residual surface structures. In this sense, metrology doesn’t just inspect parts; it tells the story of how they came to be.
Conclusion: Seeing Quality Differently
The parts we produce today are often too small, too complex, and too critical for traditional inspection methods. Optical 3D metrology opens a new dimension — one that combines detailed surface analysis with accurate form measurement, without touching the part or slowing the process.
For those of us in quality assurance, that’s more than a technical improvement. It’s an opportunity to move beyond inspection and toward understanding — to see not just whether a part is “OK,” but why.
And ultimately, that’s what quality work is about: not catching problems late, but seeing them early — before they surface.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!





