Additive
Traceability Isn’t Control: Why Metal AM Needs SPC to Stop Scrapping Parts
Most AM teams know SPC matters. What stops them is practicality.

Figure 1: SPC leads to a significant increase in process stability, less scrap and as a result to lower inspection effort (less testing of specimens, less CT-scans, …)
In metal additive manufacturing, “traceability” has become a badge of seriousness. We can trace powder batches. We can trace build jobs. We can trace post-processing steps. We can trace inspection results. Great.
Now ask the question that matters to operations, and that is “why are we still scrapping parts?” The uncomfortable answer is that traceability, on its own, is a rear-view mirror. It helps you explain yesterday. It doesn’t stop tomorrow.
That’s a hard sentence to swallow in an industry that has spent years building ever more detailed “digital threads”. But it’s also liberating, because it makes clear what production AM really needs next, and that is process control, not just process history.
TRACEABILITY IS EVIDENCE. STABILITY IS CONTROL.
Traceability tells you what was used, when, and where. It’s essential for audits, customer confidence, and any serious discussion of quality. But scrap and rework are driven by variation, and variation is a production problem. If you want scrap to fall, you need to understand what influences quality, detect drift early, quantify stability, and intervene before defects harden into parts.
That’s exactly what Statistical Process Control (SPC) is for.
SPC isn’t glamorous. It doesn’t sell machines. It doesn’t make for dramatic videos. It’s a discipline built for one job, turning a complex process into a controllable one by distinguishing normal variation from meaningful drift. In any mature manufacturing environment, SPC is a cornerstone of consistent quality.
So why is it still not widespread in metal AM?
WHY SPC IS HARD IN ADDITIVE MANUFACTURING (UNTIL YOU CONNECT THE DATA)
Most AM teams know SPC matters. What stops them is practicality.
The data required for SPC is typically split across machine logs, powder records, post-processing notes, inspection systems, and spreadsheets. Even if you create a control chart once, keeping it updated and consistent across machines and product families becomes a job in itself.
And so teams default to what they can do. Inspect more. CT more. Test more. Add “just one more check”. The result is a quality strategy that looks rigorous, but is fundamentally reactive. Scrap remains stubborn because the process isn’t being stabilized; it’s being policed.
Inspection is proof. It is not control. If your quality approach relies mainly on end-of-line inspection, you are effectively running AM like this, Build → inspect → react → repeat (see Figure 1). That can work in early production. It does not scale economically, and it does not create confidence that the next build will behave like the last one.
FROM “PROOF” TO “PREDICTION”
The core promise of SPC is that you don’t wait for a failure to learn that the process has drifted. You see the drift coming and correct it while you are still producing good parts.
In AM, that matters because many failure modes are expensive to detect late. CT scanning is costly and time-consuming. Mechanical testing often comes after the fact. If you only learn that something is off after the build has finished and the part has been inspected, you’ve already paid the full cost of the mistake.
What production teams need is earlier signal, not necessarily more data, but data that is structured, comparable and interpretable over time.
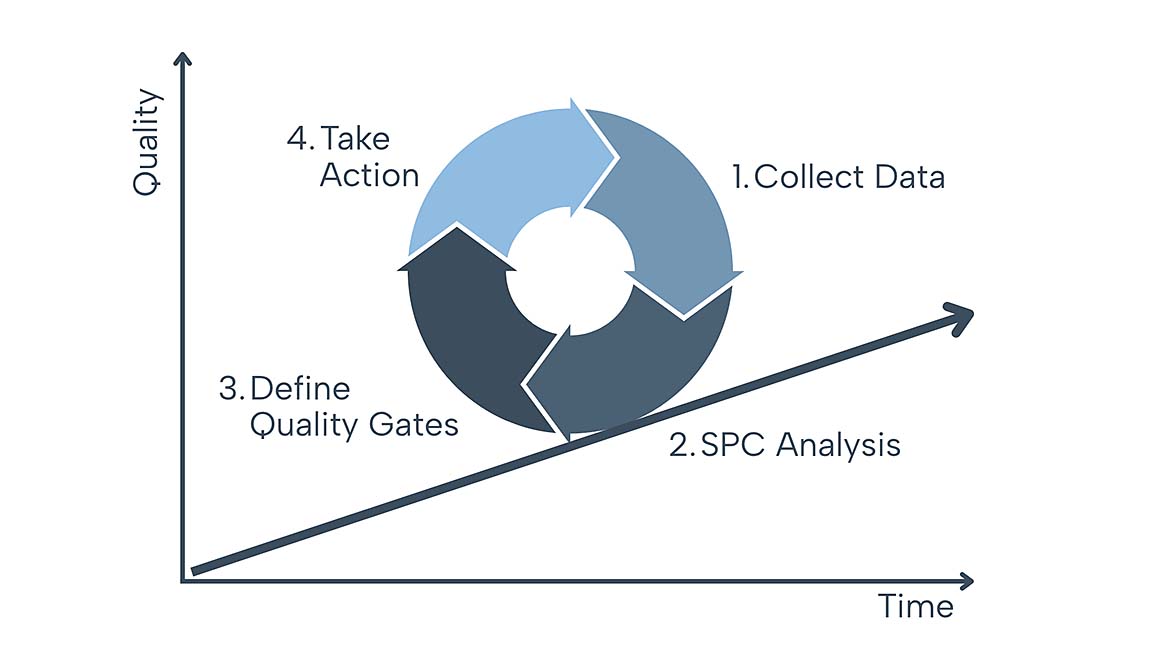
THE IMPROVEMENT LOOP
This is where traceability becomes more than a compliance asset. It becomes the foundation of an operational improvement loop (see Figure 2). A mature AM production loop looks like this:
- Collect Data: Traceability links powder → process → post-processing → inspection at part level.
- SPC analyses those connected datasets to understand key quality influences and likely root causes for drift.
- Quality gates are defined and monitored to detect growing variability early.
- Actions are taken (and then verified) to continuously improve the production process.
At that point, the digital thread stops being a passive archive. It becomes a tool for controlling variation and improving yield. This is the difference between knowing what happened and being able to influence what happens next.
WHY “MORE MONITORING DATA” ISN’T THE ANSWER
A common reflex in AM is to reach for in-situ monitoring as a quality solution. Monitoring can be valuable, but it can also create a false sense of control. It generates huge volumes of signals (thermal maps, melt pool metrics, images) that are often difficult to correlate directly to end properties without deep modelling work.
Worse, monitoring can increase complexity. More data to store, more dashboards to check, more anomalies to interpret, and still no clean story across powder, build, post-processing and inspection.
For operations leaders, the goal is not to make AM more complex. The goal is to make it more predictable. SPC helps precisely because it is a discipline for simplification. It reduces complexity by focusing attention on critical variables and trends, not on every signal that can possibly be recorded.
WHAT THIS LOOKS LIKE IN PRACTICE
The barrier to SPC in AM is rarely theory. It’s infrastructure. To apply SPC, you need a consistent, connected data foundation. That’s why the “all data in one place” concept matters so much.
With software, the heavy lift is in structuring and linking the data so it becomes usable across builds and machines:
- Dashboards show stability, variation, and trends over time (not just one job).
- Reports are repeatable, no more rebuilding analyses in Excel for each customer review.
- When a deviation appears, you can move quickly from “this part failed” to “this combination of factors is drifting,” because the powder, process and inspection context is already connected.
This is the point where analytics stops being a post-mortem tool and becomes a production tool. You aren’t just compiling evidence for an audit, you are building a feedback loop that improves yield.
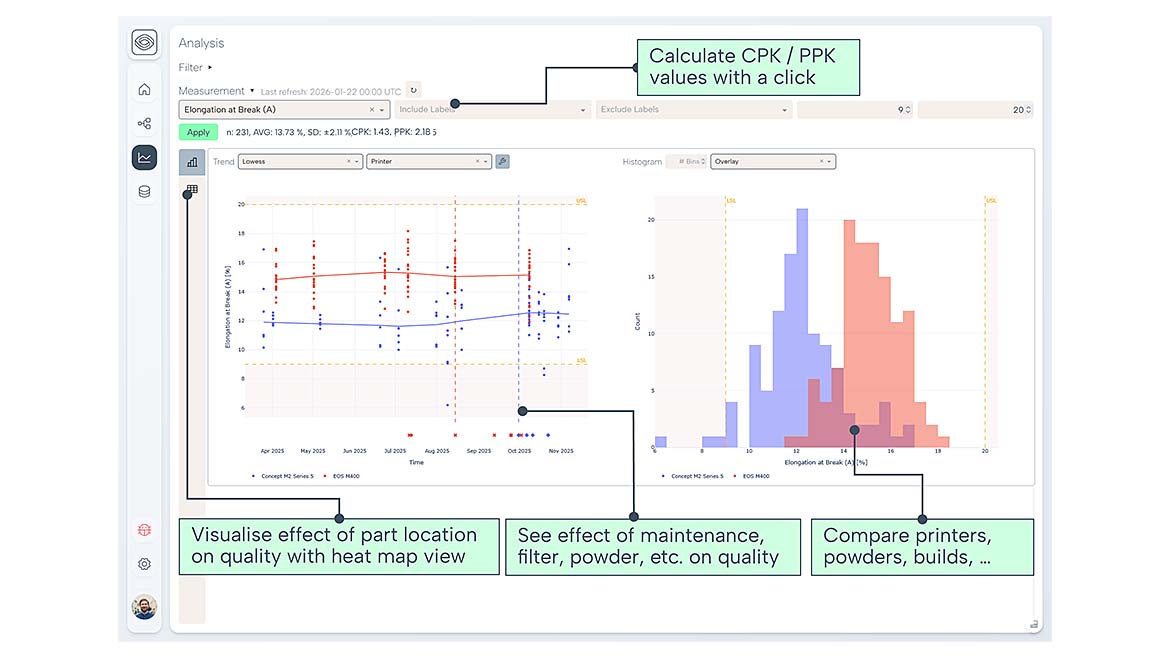
An example of this kind of insight is using built-in analytics to understand the effect of part positioning on surface roughness or dimensional behavior across a build. If your data is structured, you can see trends across repeated jobs rather than relying on anecdote. That’s exactly the kind of operational learning that reduces scrap over time (see Figure 3).
WHY THIS MATTERS
If your AM quality system is built mainly around traceability plus end-of-line inspection, you are optimizing for explanation, not prevention. Scrap reduction happens when you treat metal AM like the production technology it is becoming, connect the data, put SPC on top, and make improvement a repeatable loop, not a heroic investigation triggered by a failure.
In many industries, the road from “interesting process” to “dependable production” has been paved with SPC. Additive manufacturing is not exempt from that history. If anything, the complexity of AM makes SPC more (not less) important.
The good news is that you don’t need a multi-year transformation to start. Begin with one product family, one machine cluster, one CTQ set. Centralize the powder/process/inspection evidence and apply SPC where it matters most. Then scale what works.
Because in production, quality isn’t what you record. It’s what you can control.
Want to learn more about SPC in AM?
amsight is hosting a webinar: “Statistical Process Control in AM – From Data to Process Stability and Repeatable Part Quality” on May 13th, 2026. If you’re responsible for yield, scrap reduction, or qualification in metal AM, it’s designed to be practical and production-focused. Register here https://www.amsight.de/webinar-statistical-process-control-in-am
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






