Measurement
Gage Repeatability and Reproducibility (GR&R) Required to Achieve Six Sigma Standards
Vision for fast, high precision, operator independent metrology.

Reliable measurements are the linchpin to any Six Sigma process. Poor measurements can hide defects and the sources of defects or waste time and resources in efforts to fix defects that do not exist. High measurement variation can incur costly unnecessarily high process controls to achieve low defect rates. How and when measurements are made are critical to delivering defect free products.
There are two primary mechanisms for measurement variation. One is the measurement device and the other is the operator. Ideally, each time the same feature of the same part is measured, the same value is returned. This could be achieved by limiting the significant figures, but doing so will not provide information of value. To get meaningful data, resolution needs to be less than 1/10th of a measurement’s tolerance range and is ideally less than 1/100th the tolerance range. Metrology equipment needs to achieve low variability at high resolutions to reliably measure tightly toleranced features.

Of equal concern is limiting the variance from the operator. Physical gages can restrict placement and pressure applied to a measured part. Non-contact gages can be set to confine a part’s location and facing. Parts can be put into jigs or chucks or placed onto plates and stages. Some metrology equipment requires a part to be fixed, while others allow placement over a set range of positions and facings. Fixturing a part can add significant time to the inspection process, limiting sampling or production. Automated feeds can rapidly and consistently position parts to set inspection locations.
Statistical Process Control (SPC) is a methodology that relies on sampling all or a subset of parts as they go through a process. Often during production subsets of parts are set aside, measured, and their values tracked to check that they are conforming and the production process is operating within set parameters. This data can be used to check that production inputs are correct, notify when tooling needs to be changed, and ensure that no foreign object is introduced into a process. An efficient data collection process ensures that an operator’s time is spent productively and that sufficient data can be collected. The time spent at each gage, the total number of gages needed, and the data collection all contribute to inspection efficiency. An ideal gage is easy to set up, quick to operate, collects numerous values, and automates data acquisition. Vision based metrology is a technology that can satisfy those conditions. A part can be placed in view, measurements of numerous features can be initiated simultaneously, and data can be saved and sent automatically. If a part does not need precise placement or fixturing, then a manual operated measurement cycle can be reduced to just a few seconds.
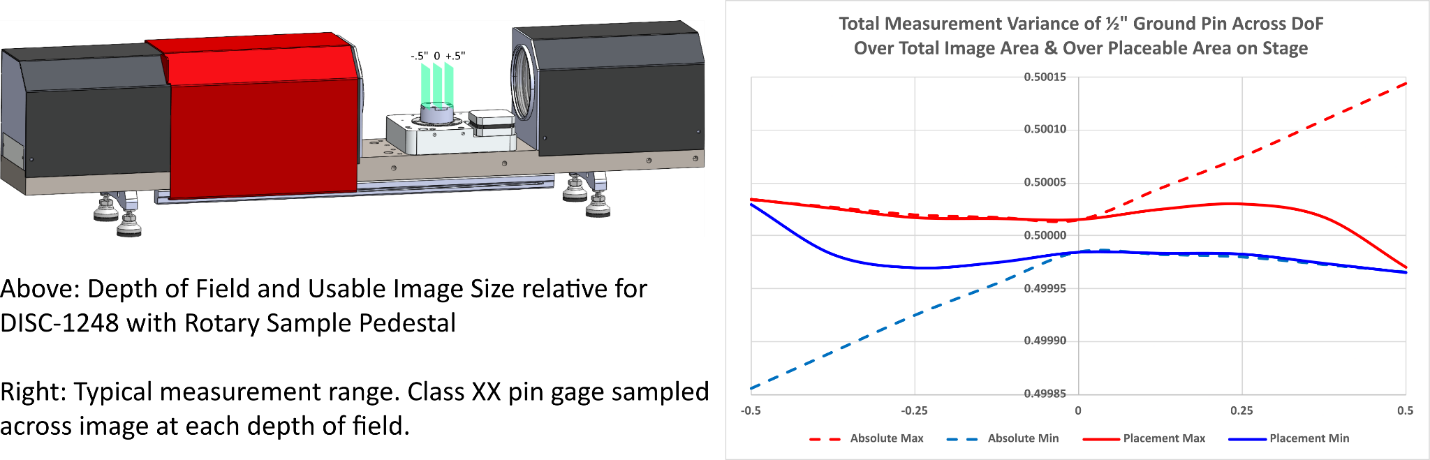
If a vision metrology system does not significantly constrain a part’s placement, then it needs to be able to identify and track a part’s position, orientation, and facing. Measurements need to be insensitive to the degrees of freedom allowed for the part placement. Fast and accurate tracking is critical for fast and accurate measurements. Robust tracking aids in the elimination of the operator as a source of variance and can be critical to successful metrology automation.
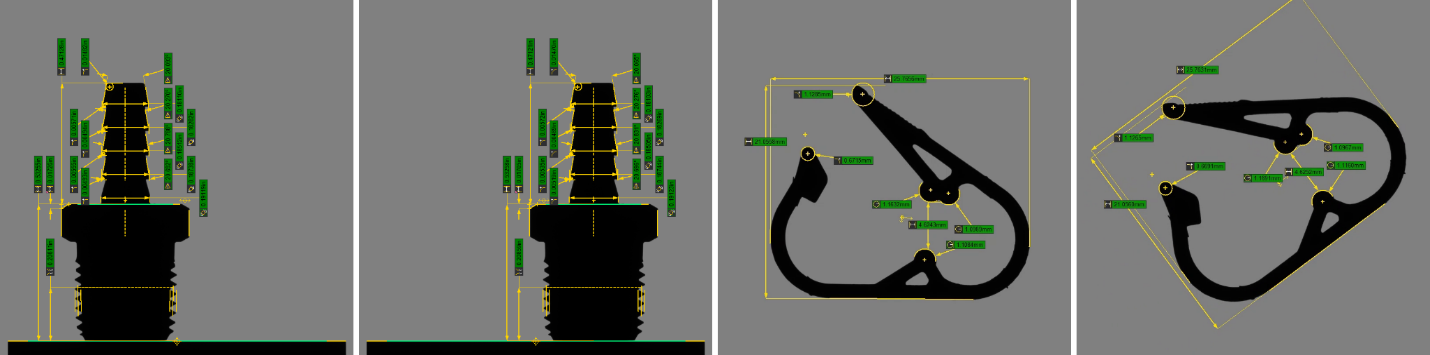
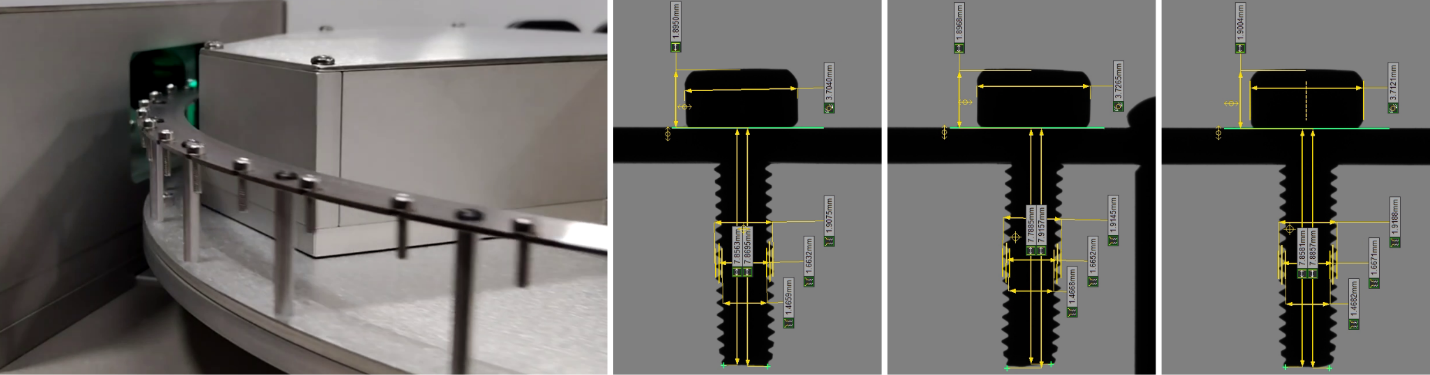
For some measurements and tolerances, a single image is not sufficient. Features may only appear at certain facings. Some Geometric Dimensioning and Tolerancing (GD&T) measurements such as runout, perpendicularity, concentricity, and position may require measurements from multiple facings. Even a single side profile measurement of a diameter might not be sufficient. If that diameter has poor circularity or cylindricity, then individual diameter measurements will have high variability independent from the metrology system or operator. It is frequently the case that tightly toleranced features need to be sampled from multiple facings to achieve reliable and accurate data.

Fast acquisition and reliable tracking facilitates easy to operate part rotation. It enables highly repeatable measurements for roughly axially symmetric parts, such as those from screw machines, mill-turn and Swiss lathes, munitions, and even some stamped and molded parts. Operators can choose the appropriate metrics for each feature, an outer diameter can be set to only rely on the widest facing, a gap between flanges can be set to the narrowest facing. If a cutting process needs to be monitored, an average value might be the most appropriate metric to track tool wear.

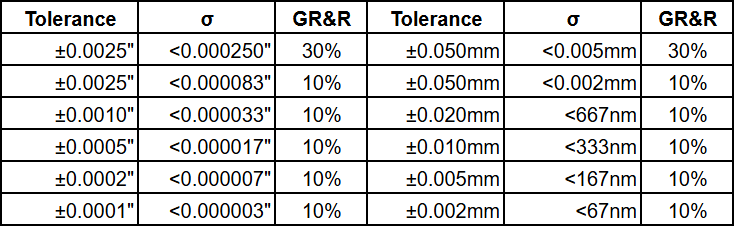
A standard deviation (σ) is a metric of a measurement’s variance. GD&T is the ratio of a measurement’s standard deviation to its tolerance range. The GD&T value indicates the percent of a feature’s tolerance range that is “occupied” by the act of measuring. For example, a GR&R of 10% on measurement with a ±0.0010” tolerance means that measurements have to be held within ±0.0009” to ensure that the feature is actually within tolerance. To achieve that GR&R of 10%, the measurement must have a standard deviation below 0.000033”. If there is little to no contribution from the operator to the variance, then the variance of the measurement is the variance of the measurement system. Vision based metrology systems can achieve measurement standard deviations into nanometer ranges with precise optic setups and well design algorithms.
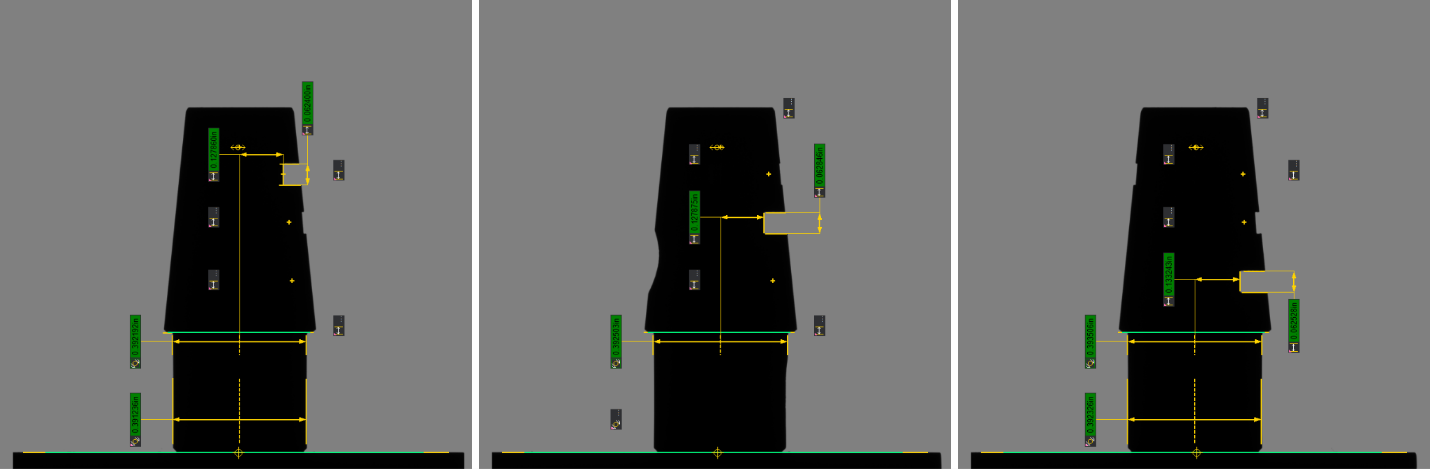
Depending on the metric, operators might desire to either ignore or heed outliers. Tight tolerance and/or small feature measurements are highly sensitive to sample cleanliness. It is common to see dust and particulates as large as 0.001”/0.025mm, a significant size relative to a tight tolerance. Collecting data during rotation allows for statistical approaches that can ignore outlier values, like those caused by occasional dust and debris. Conversely, a known issue, like a burr, can be detected by setting a measurement to be sensitive to outliers. Ultimately it is up to an operator to weigh the time and resources devoted to sample cleaning relative to required measurement sensitivity.
Rotation offers an additional benefit, as it allows for the measurement of asymmetric features. Flats, cross holes, slots and other such features can only be consistently inspected by either fixturing or rotating a part. Some features, such as flats, can be determined by monitoring a varying value, like a width, as the feature passes in and out of profile. Other features, like a slot width, can only really be accurately measured when the profile is at the correct facing. Repeatability of these measurements is tied directly to the sampling rate during rotation. A high sampling rate can achieve accurate asymmetric feature measurements over a relatively short period of time. Imaging at 10 frames per second will provide a 5° resolution over a 7 second 360° scan.
Stable and reliable vision metrology with efficient and robust automation can enable 100% inspection. Inspecting and sorting every single part is the only method to truly determine that all products are delivered free of defects. SPC is very good at monitoring and tuning production, but sampling is by definition, not guaranteed to find infrequently occurring defects. Short bar ends, chips, burrs, flash, handling damage, attached debris, are just some issues that may not be found with SPC. Inline or end of line 100% inspection can provide immediate feedback, allowing the detection of deviations from normal processes as soon as they occur, reducing waste. Tool corrections can be made in real time, maintaining tight process control throughout production. It takes time and resources to achieve high speed inspection and sorting, but once established, it often provides a return on investment within weeks or months.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






